CNC hidrauliskās preses bremžu mašīnas priekšrocības

1. Vienkārša darbība
CNC presēšanas bremzi ir ļoti viegli darbināt, un tā ir mazāk darbietilpīga iekārta. Tādējādi operators var strādāt ar daudzām mašīnām vienlaikus. Šīs mašīnas var vienkārši vadīt, izmantojot operatora pieskārienu, sajūtu un skaņu. Turklāt tie ir ļoti lietotājam draudzīgi un tiem ir ļoti jaudīga vadības sistēma.
2. Elastīga programmēšana
CNC presēšanas bremžu elastīgā programmēšana ļauj operatoram vadīt iekārtu vienkāršā angļu valodā vai jebkurā citā piemērotā valodā.

Izvēlnē kā opcijas ir pieejamas arī dažādu veidu darbības, kuras var veikt. Kad vajadzīgā darbība ir izvēlēta, ekrānā tiek parādīts cits jautājumu saraksts par cikla laikiem, materiāliem, spiedienu un citiem ar ražošanas procesu saistītiem elementiem. Pēc tam, kad operators ir ievadījis atbildes iekārtā, vērtības tiek parādītas ekrānā apstiprināšanai pirms saistītā uzdevuma sākšanas.
3. Moderns dizains
CNC presēšanas bremzei ir moderns dizains, kas ļauj operatoram viegli sakārtot līkumu secību. Tas arī palīdz operatoram ātri izgatavot nepieciešamo produktu. Turklāt operatoram vairs nav jānovērtē nepieciešamais spiediena daudzums, lai izveidotu noteiktu lieces pakāpi. Pat citus faktorus, piemēram, atloka garumu, materiāla veidu, biezumu un lieces pakāpi, var tieši ievadīt CNC vadības blokā. Izgatavojamo detaļu var apskatīt arī 2D vai 3D gatavā versijā. Turklāt pēc tam, kad iekārtā vai bezsaistes datorā ir ieprogrammēta pirmā daļa, mazāk prasmīgs operators var viegli izgatavot arī nākamās daļas.

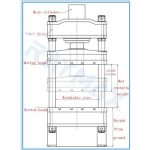
4. Uz “C” plāksnēm abās pusēs ir uzstādīti divi lineārie svari.
Mēs to piestiprinām pie darba galda, lai novērstu novirzes ietekmi darba laikā. Lineārā skala pārbaudīs abas cilindra gala pozīcijas (Y1, Y2) un nosūtīs signālu. Pēc CNC pastiprinātāja pastiprināšanas signāls tiks padots atpakaļ uz datoru. Tad dators kontrolēs eļļas daudzumu, kas nonāks cilindros. Tādējādi cilindra un darba galda paralēlismu var kontrolēt zem ±0,01 mm.
5. Daudzpusība: Izlieciet jebkura biezuma un materiāla veidu (bremžu fiziskajās robežās), ieskaitot sarežģītas daļas, piemēram, elektronisko šasiju/kronšteinus.
6. DELEM sistēmai ir automātiskās testēšanas un pašdiagnostikas funkcijas. Programmēšana ietver arī saliekamo plākšņu izmērus, sagataves izmērus un instrumentu izvēli. Tad CNC sistēma varētu automātiski aprēķināt muguras mērītāja un cilindra lieces spēku un pozīciju. Varēja arī aprēķināt cilindra iespiešanās un presēšanas laika releju. Lieliskas kvalitātes elektrohidrauliskais proporcionālais vārsts var nodrošināt abu cilindru sinhronizāciju, kā arī labu spēju tikt galā ar ekscentrisku slodzi.

7. Aizmugures mērierīce izmanto ritošo lodīšu skrūvi un velmēšanas vadotnes veidu, tāpēc X ass atkārtotās pozicionēšanas precizitāte varētu sasniegt ±0,1 mm. Pilna iekārta ir ar drošības aizsargu un bloķētāju, lai aizsargātu operatoru no ievainojumiem.
8. Galvenās bīdāmās daļas, piemēram, cilindri, virzuļa stienis, vadotne, visas ir ar nodilumizturības apstrādi.
9. CNC sistēma kontrolēs CNC hidrauliskās preses bremžu mašīnas cilindra un aizmugures mērītāja gājienu ar labu precizitāti.
CNC hidrauliskās preses bremžu mašīnas trūkums
1. Materiālu apstrāde: grūtības ar materiālu apstrādi lielām loksnēm
2. Instrumenti: nepieciešami apakšējie un augšējie instrumenti
3. Atloka garumam jāstiepjas pāri matricai visas lieces darbības laikā, ierobežojot atloka izmēru
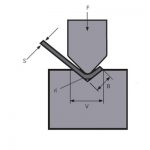
4. Atspere: lieces beigās atspere notiek elastīgās deformācijas atjaunošanās dēļ, kā parādīts 1. attēlā. Atsitiena parādība tieši ietekmē sagataves izmēru precizitāti, un tā ir jākontrolē. Šajā sakarā veiktie procesa pasākumi ir: ① Leņķa kompensācijas metode. Ja sagataves lieces leņķis ir 90 °, lieces mašīnu zem slota (V-veida) atvēršanas leņķi var izvēlēties 78 °.

1. attēls
Spiedienēšanas laiks tiek palielināts ar korekcijas metodi. Liekšanas beigās veiciet spiediena korekciju, lai pagarinātu lieces mašīnas augšējās formas, sagataves un apakšējās rievas saskares laiku, lai palielinātu plastiskās deformācijas pakāpi apakšējās rievas daļā, lai palielinātu šķiedru atsitiena tendenci. spriegojuma un saspiešanas zonā atrodas viens pret otru, tādējādi samazinot atgriešanās bumbu.
Saistītie produkti
 CNC presēšanas bremžu liekšanas mašīnas darbības princips un sastāvs
CNC presēšanas bremžu liekšanas mašīnas darbības princips un sastāvs- WILA efektīvs risinājums vidēja un bieza plākšņu liekšanai
- Kā izvēlēties hidrauliskās preses bremžu mašīnas tonnāžu
- 10 labākie Ķīnas Power Press ražotāji
- Kā izvēlēties piemērotu CNC hidraulisko presēšanas bremžu mašīnu
- 4 soļi, lai iepazītos ar CNC lokšņu metāla lokšņu sistēmu E21
- Kas ir preses bremžu kronēšana
- Kā lietot giljotīnas griešanas mašīnu
- Hidrauliskās jaudas presēšanas iekārtas apkope
- Hidrauliskās jaudas presēšanas iekārtas drošas darbības noteikumi