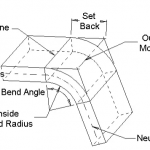
Jums ir Preses bremze, kas ir iestatīta, lai saliektu materiālu tieši tajā vietā, kur to vēlaties, tieši tādā leņķī, kāds nepieciešams darbam. Jūsu formēšana ir formā, jūsu skaitļi ir sagrauzti, un jūsu uzticamais Press Brake tikai gaida, lai darītu savu.

Taču ir viena būtiska lieta, ko var viegli neievērot, un ir svarīgi saprast, kā tas darbojas, un, vēl svarīgāk, kā to iestatīt. Mēs, protams, runājam par kronēšanas procesu.
Kronēšana tiek izmantota ikreiz, kad ir saliektas garas vai lielas daļas, tā var būt noderīga arī garākām, smagākām Preses bremzēm un jaudas skalas augšdaļā esošajām ierīcēm. Pieliekot slodzi, lai izveidotu līkumu, rodas zināma novirze. Tas izraisa deformāciju, un tas nozīmē, ka, ja jūsu līkums galos ir precīzs, pateicoties servohidrauliskajai sistēmai un virzuļiem sijas galos, tas ne vienmēr var būt tuvāk apstrādājamā priekšmeta centram.
Tas nav operatora kļūdas vai problēmas ar jūsu Press Brake; tas vairāk ir vienkāršs materiālzinātnes un fizikas fakts. Šīs parādības kompensācijas process īsumā ir vainagojums.
Lai nodrošinātu konsekventu izliekumu visā apstrādājamā priekšmeta garumā, ļoti svarīga ir kronēšanas sistēma, kas var būt vai nu Press Brake sijā, pašā galdā vai pat abos. Tas nodrošina, ka leņķi jūsu staru kūļa centrā atbilst leņķiem galos, kompensējot šo novirzi tieši tur, kur ir nepieciešama kompensācija. Hidrauliskā kronēšana parasti ir iebūvēta mūsdienu Press Brakes; ir arī CNC ķīļveida sistēmas, kuras instrumentu piegādātājs vai Press Brake ražotājs var piedāvāt kā papildinājumu.
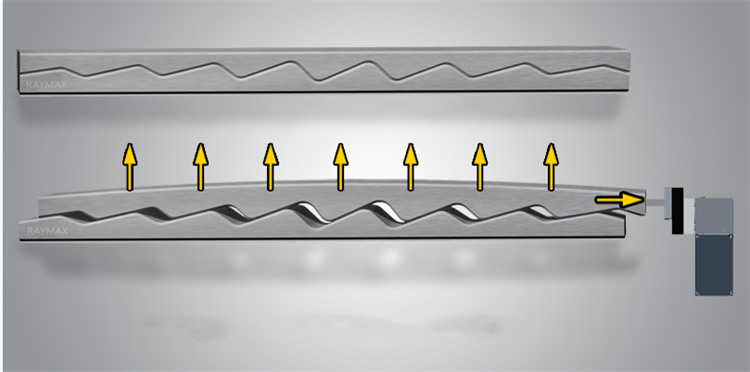
1. Hidrauliskā griešanās
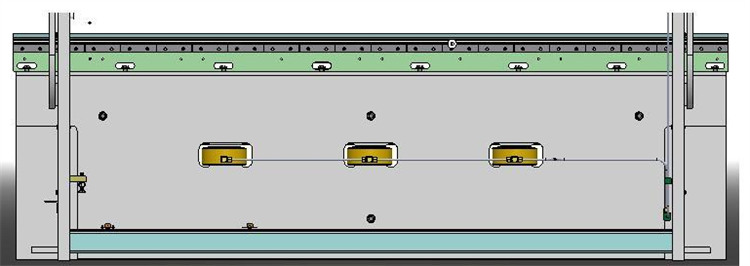
Uz presēšanas bremžu rāmja, papildus divu hidraulisko cilindru uzstādīšanai abās pusēs, mašīnas vidū uzstādiet vēl vienu divu papildu hidraulisko cilindru. Nospiežot uz leju, palīgcilindrs piepildās ar šķidru eļļu un virzās uz leju. Liekšanas procesa laikā hidrauliskās eļļas ieplūde papildu cilindrā, lai slīdnis radītu lejupvērstu novirzi kompensācijai.
Uzstādiet papildu hidraulisko cilindru darba galda apakšējā daļā. Liekšanas procesā tas rada uz darbagaldu augšup vērstu spēku, kas veido automātisko kronēšanas sistēmu.
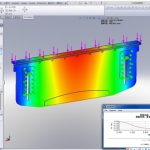
Spiediena kompensācijas ierīce sastāv no vairākiem maziem eļļas cilindriem. kas sastāv no eļļas cilindra, mātesplates, palīgplāksnes un tapas vārpstas un kompensācijas cilindru novieto uz darba galda, un tiek veidota spiediena kompensācijas sistēma ar proporcionālu drošības vārstu.
Strādājot. palīgplāksne atbalsta eļļas cilindru, eļļas cilindrs notur mātesplati uz augšu. vienkārši pārvar slīdņa un darba galda deformāciju. Izliekto ierīci kontrolē ar ciparu vadības sistēmu, lai, liekot dažādus lokšņu materiālus, varētu noteikt priekšslodzi atbilstoši plāksnes biezumam, presformas atvērumam un materiāla stiepes izturībai.
Hidrauliskās kronēšanas priekšrocība ir tā, ka tā var realizēt novirzes kompensāciju nepārtrauktai mainīgai deformācijai ar lielu kompensācijas elastību, taču ir daži sarežģītās struktūras un salīdzinoši augstās izmaksas trūkumi.

2. Mehāniskā kronēšana
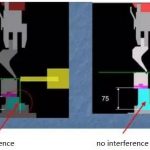
Mehāniskā kronēšana ir sava veida jauna novirzes kompensācijas metode, ko parasti izmanto trīsstūrveida slīpa ķīļa konstrukcija.
Princips ir tāds, ka divu trīsstūrveida ķīļu bloks ar leņķiem, augšējais ķīlis kustas i fiksēts x virzienā.var kustēties tikai y virzienā. Kad ķīlis pārvieto attālumu pa x virzienu, augšējais ķīlis virzās uz augšu par attālumu h zem apakšējā ķīļa spēka. kas ir mehāniskās kronēšanas princips.
Attiecībā uz esošo mehāniskās kompensācijas struktūru. divas balstu plāksnes tiek novietotas pilnā garumā uz darba galda, augšējās un apakšējās plāksnes ir savienotas caur diska atsperi un botiem. Augšējā un apakšējā plāksne sastāv no vairākiem slīpiem ķīļiem ar dažādiem slīpumiem, izmantojot motora piedziņu, lai padarītu tās relatīvi kustīgas, veidojot un ideāli izliektas izliektas pozīcijas komplektam.

Saistītie produkti
 Kā izvēlēties hidrauliskās preses bremžu mašīnas tonnāžu
Kā izvēlēties hidrauliskās preses bremžu mašīnas tonnāžu- Kā aprēķināt bremžu nospiešanas liekumu
- Kāpēc pievienot kompensācijas sistēmu presēšanas bremžu liekšanas mašīnai
- Kantonas gadatirgus
- Ķīna 40 tonnu spiedbremzes
- Hidrauliskās jaudas presēšanas iekārtas drošas darbības noteikumi
- 10 labākie Ķīnas Power Press ražotāji
- No kā ir izgatavoti presēšanas bremžu uzlikas? Kas ir Preses bremžu instruments?
- Kā izvēlēties piemērotu presēšanas bremžu liekšanas mašīnas diegu
- Parastā liekšanas secība un liekšanas mašīnas veidņu ikdienas lietošanas specifikācija