Vidējas un biezas plāksnes tiek plaši izmantotas dažādās jomās kā sprieguma daļas, piemēram, buldozeri, ekskavatori, iekrāvēji, dzelzceļa pasažieru vagoni un citas celtniecības tehnikas un lokomotīves. Vidējas un smagas plāksnes parasti attiecas uz metāla plāksnēm, kuru biezums ir no 4,5 līdz 25 mm. Vidējo un smago plākšņu formēšanas metodes galvenokārt ietver: presēšanas bremžu lieces formēšanu, velmēšanas mašīnu formēšanu un presēšanas formēšanu. Liekšana (locīšana) ir plaši izmantota un bagātīga produktu līnijas veidošanas metode vidēji un biezām plāksnēm.
Plākšņu liekšanas grūtības ir garas sagataves, augsts spiediens, sarežģīta formēšana, zema efektivitāte un grūti kontrolējama precizitāte. Liekšanas gala rezultāts ir visaptverošs materiāla parametru, procesa parametru un veidņu parametru atspoguļojums. Šo parametru saprātīga konstrukcija ir atslēga vidēja un bieza plākšņu lieces veiktspējas uzlabošanai.

Preses bremžu tonnāža (preses bremžu liekšanas mašīna)
Pirmā problēma, ar ko saskaras vidēja un bieza plākšņu liekšana, ir presējošo bremžu liekšanas mašīnas tonnāžas izvēle un tas, vai armatūras un veidnes nestspēja atbilst prasībām.
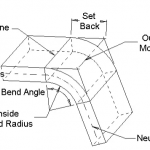
Preses bremžu liekšanas mašīna pieliek spēku F, lai virzītu savstarpējo kustību starp augšējo un apakšējo veidni, tādējādi saliekot plāksni. 90° oglekļa tērauda plākšņu liekšanai WILA sniedz plākšņu sprieguma slodzes empīrisko vērtību, kā parādīts 1. tabulā. Ja oglekļa tērauda biezums ir 20 mm, var izvēlēties apakšējo presformu ar V=160 mm. Šobrīd liekšanas mašīnas spēka slodze ir 150t/m.
F = spēks uz garuma vienību (t/m);
S= materiāla biezums (mm);
ri = iekšējā stūra lieces rādiuss (mm);
V = apakšējās formas atveres izmērs (mm);
B= īsākā atloka mala (mm) );
alumīnijs: F×50%;
alumīnija sakausējums: F×100%;
nerūsējošais tērauds: F×150%;
štancēšana un locīšana: F × (3 ~ 5)

Smags hidrauliskais skava
WILA lieljaudas augšējo hidraulisko skavu nesošās metodes ietver augšējo slodzi un plecu slodzi, un maksimālā slodze ir attiecīgi 250 t/m un 800 t/m. Armatūras spēku nesošajā virsmā ir izmantota CNC dziļās rūdīšanas tehnoloģija. Rokvela cietība ir 56 ~ 60 HRC, un sacietēšanas dziļums ir līdz 4 mm, kam ir augsta cietība un spēcīga nodilumizturība. Hidrauliskajā skavā tiek izmantota hidrauliskā ātrā iespīlēšana, un hidrauliskās šļūtenes izplešanās virza iespīlēšanas tapas kustību tā, lai veidne tiktu automātiski novietota un lieces līnija tiktu automātiski centrēta. Liekšanas veidnei, kuras kopējais garums ir 6 metri, ir nepieciešamas tikai aptuveni 5 sekundes, līdz hidrauliskā iespīlēšana tiek pilnībā nofiksēta, un visaptverošā lietošanas efektivitāte ir 3–6 reizes augstāka nekā parastajai manuālajai iespīlēšanas sistēmai.

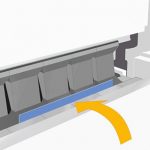
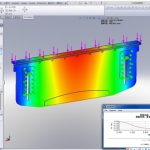
Smagās tehnikas kompensācijas darbagalds
Vidēju un biezu plākšņu liekšanai WILA jaunā līmeņa lieljaudas mehāniskās kompensācijas galda versija var ne tikai viegli izpildīt slodzes prasības, bet arī kompensēt liekšanas mašīnas novirzi un deformāciju. Mehāniskās kompensācijas darbagalds izmanto hidraulisko iespīlēšanu, virsmas precizitāte var sasniegt ± 0,01 mm, Rockwell cietība ir 56 ~ 60 HRC, un sacietēšanas dziļums ir līdz 4 mm. Mehāniskās kompensācijas darbagalds izmanto WILA universālo UPB instalācijas interfeisu, kuru ir viegli uzstādīt un kam ir augstāka precizitāte. Tam ir arī savi Tx un Ty virziena regulējumi, kas var nodrošināt, ka darbagalds un aizmugures mērītājs paliek paralēli priekšējā un aizmugurējā virzienā, un var veikt lokālu leņķa novirzes korekciju.

Smagas lieces presforma/instrumenti
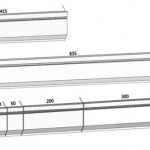
Plātnes biezuma dēļ vidēja un bieza plākšņu locīšanai parasti tiek izvēlēta apakšējā veidne ar lielāku atvēruma izmēru (V24 ~ V300) un veidne ar lielāku nestspēju. Veidnes kopējie izmēri parasti ir lieli, un veidnes svars ir pārsniedzis operatora parasto pārvietošanās spēju. Ar rullīšu gultņu palīdzību WILA patentētā tehnoloģija E2M (Easy to Move) ļauj operatoriem ērti, droši un ātri pārvietot smagas liekšanas veidnes, ievērojami ietaupot veidņu nomaiņas un mašīnas regulēšanas laiku.
Var tikt nodrošinātas liešanas veidnes ar dažādām nažu formām un apakšējām veidņu atverēm, kas atbilst klientu vajadzībām, piemēram, taisni naži, zosskakla grieznes, filejas veidnes un multi-V veidnes. Pateicoties precīzai galveno detaļu slīpēšanai, veidnes izmēru precizitāte ir ±0,01 mm. Apstrādājot CNC dziļās rūdīšanas un rūdīšanas tehnoloģiju, veidņu cietība var sasniegt 56–60 HRC, un rūdītā slāņa dziļums var sasniegt 4 mm.

Vidēja un bieza dažādu plākšņu biezuma plākšņu liekšanai WILA piedāvā arī Multi-V veidnes, kas ir pieejamas divos veidos: automātiski regulējams V ports un manuāli regulējams V ports, kā parādīts 6. attēlā. Caur ciparu vadības motoru vai Regulēšanas bloks, apakšējās veidnes V atvēruma izmēru var patvaļīgi noregulēt atbilstoši plāksnes īpašībām, kas ir īpaši piemērots vidēja un bieza plākšņu liekšanai ar augstu atsitienu un augstu izturību. Tajā pašā laikā Multi-V veidnei ir aprīkoti rūdīti rullīši ar zemu berzes koeficientu, kas var ievērojami samazināt lieces daļu ārējās krokas, un tajā pašā laikā tā var samazināt lieces par 10% ~ 30%, salīdzinot ar tradicionālā apakšējā veidne.

Saistītie produkti
 Kā izvēlēties hidrauliskās preses bremžu mašīnas tonnāžu
Kā izvēlēties hidrauliskās preses bremžu mašīnas tonnāžu- Izmantojiet CNC liekšanas mašīnas prasmes
- CNC presēšanas bremžu liekšanas mašīnas darbības princips un sastāvs
- Kā izvēlēties piemērotu presēšanas bremžu liekšanas mašīnas diegu
- Parastā liekšanas secība un liekšanas mašīnas veidņu ikdienas lietošanas specifikācija
- Kāpēc pievienot kompensācijas sistēmu presēšanas bremžu liekšanas mašīnai
- Kā aprēķināt bremžu nospiešanas liekumu
- Ķīnas preses bremžu liekšanas mašīnas veidne
- No kā ir izgatavoti presēšanas bremžu uzlikas? Kas ir Preses bremžu instruments?
- Preses bremžu mašīnas priekšrocības un trūkumi