1. Dažādi strukturālie principi
Abu modeļu projektēšanas principi ir atšķirīgi, kā rezultātā ir atšķirīgas struktūras, kas nodrošina sinhronizāciju abās lieces slīdņa pusēs. Vērpes ass lieces mašīna izmanto vērpes asi, lai savienotu kreiso un labo šūpošanās stieņus, lai izveidotu vērpes asi, kas liek sinhronizācijas mehānismam pārvietoties uz augšu un uz leju pa cilindriem abās pusēs, tāpēc vērpes ass sinhronizācijas lieces mašīna ir mehāniska piespiedu sinhronizācijas metode. , un slīdņa paralēlismu nevar automātiski pārbaudīt automātiskā starpniecība.
Elektrohidrauliskajai sinhronajai liekšanas mašīnai ir jāuzstāda magnētiskā (optiskā) skala uz slīdņa un sienas plāksnes. Ciparu vadības sistēma jebkurā laikā var analizēt slīdņa abu pušu sinhronizāciju, izmantojot magnētiskās (optiskās) skalas atgriezeniskās saites informāciju. Ja rodas kļūda, ciparu vadības sistēma pielāgosies, izmantojot proporcionālo elektrohidraulisko servovārstu, lai sinhronizētu gājienu abās slīdņa pusēs. Ciparu vadības sistēma, hidrauliskā vadības vārstu grupa un magnētiskā skala veido elektrohidrauliskās sinhronās liekšanas mašīnas atgriezeniskās saites slēgtā cikla vadību.

2. Precizitāte
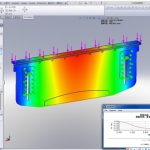
Slīdņa paralēlisms nosaka sagataves leņķi. Vērpes ass sinhronā liekšanas mašīna mehāniski uztur slīdņa sinhronizāciju bez reāllaika kļūdu atgriezeniskās saites, un pati iekārta nevar veikt automātiskas korekcijas. Turklāt tā daļējā slodze ir slikta (vērpes ass sinhronās liekšanas mašīna izmanto vērpes asi, lai piespiestu sinhronizācijas mehānismu pārvietot cilindrus abās pusēs uz augšu un uz leju. Ja ilgstoša daļēja slodze izraisīs vērpes ass deformāciju .), elektrohidrauliskā sinhronā liekšanas mašīna ir sistēma ar proporcionālu elektrisko palīdzību. Šķidruma vārstu grupa kontrolē slīdņa sinhronizāciju, un magnētiskā (optiskā) skala nodrošina reāllaika kļūdu atgriezenisko saiti. Ja rodas kļūda, sistēma pielāgosies caur proporcionālo vārstu, lai saglabātu slīdņa sinhronizāciju.
3. Ātrums
Mašīnas darbā ir divi punkti, kas nosaka tās braukšanas ātrumu: (1) slīdņa ātrums, (2) sliežu ātrums, (3) lieces solis.
Vērpes ass sinhronās liekšanas mašīna izmanto 6:1 vai 8:1 cilindru, kas ir lēns, savukārt elektrohidrauliskā sinhronā liekšanas iekārta izmanto 13:1 vai 15:1 cilindru, kas ir ātrs. Tāpēc elektrohidrauliskās sinhronās liekšanas mašīnas ātrgaitas ātrums un atgriešanās ātrums ir daudz augstāks nekā vērpes sinhronās liekšanas mašīnas.
Kad vērpes ass sinhronās liekšanas mašīnas slīdnis virzās uz leju, lai gan ātrumam ir ātras samazināšanas un palēnināšanas funkcijas, ātrs lejup un atgriešanās ātrums ir tikai 80 mm / s, un ātra un lēna pārslēgšanās nav vienmērīga. Aizmugures kustības ātrums ir tikai 100 mm/s.
Ja sagatave ir jāsaliek vairākos posmos, katrs vērpes ass sinhronās liekšanas mašīnas process ir jāiestata atsevišķi, un apstrādes process ir ļoti apgrūtinošs. Tomēr elektrohidrauliskā sinhronā mašīna var iestatīt un saglabāt katra soļa procesu, izmantojot datoru, un to var darbināt nepārtraukti, kas ievērojami uzlabo lieces soļa ātrumu un uzlabo darba efektivitāti.
Kad elektrohidrauliskās sinhronās liekšanas mašīnas slīdnis nokrīt, ātrumam ir ātras samazināšanas un palēnināšanas funkcijas. Ātrs lejup un atgriešanās ātrums var sasniegt 200 mm / s, un ātra un lēna pārveidošana ir vienmērīga, kas var ievērojami uzlabot ražošanas efektivitāti. Tajā pašā laikā aizmugures kustības ātrums sasniedz 300 mm/s.
4. Spēks
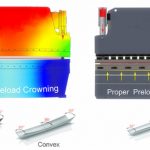
Savas konstrukcijas dēļ vērpes sinhronā liekšanas iekārta nevar saliekties ekscentriskas slodzes ietekmē. Ja tas ilgstoši tiek saliekts ar ekscentrisku slodzi, tas izraisīs vērpes vārpstas deformāciju. Elektrohidrauliskajai sinhronajai CNC liekšanas iekārtai šādu problēmu nav. Y1 un Y2 asis kreisajā un labajā pusē darbojas neatkarīgi, tāpēc to var saliekt ar daļēju slodzi. Elektrohidrauliskās sinhronās liekšanas mašīnas darba efektivitāte var būt līdzvērtīga divu līdz trīs vērpes asu sinhronās liekšanas mašīnas.
Saistītie produkti
 CNC presēšanas bremžu liekšanas mašīnas darbības princips un sastāvs
CNC presēšanas bremžu liekšanas mašīnas darbības princips un sastāvs- Kāpēc pievienot kompensācijas sistēmu presēšanas bremžu liekšanas mašīnai
- Preses bremžu CNC sistēmu salīdzinājums un izvēle
- 4 soļi, lai iepazītos ar CNC lokšņu metāla lokšņu sistēmu E21
- Kā izveidot novirzes kompensāciju CNC lokšņu metāla liektājam
- Vislabāk pārdotā hidrauliskā spiediena hidrauliskā darbnīcas preses hidrauliskā prese ton hidrauliskā
- Ķīna 40 tonnu spiedbremzes
- Hidrauliskās jaudas presēšanas iekārtas drošas darbības noteikumi
- WILA efektīvs risinājums vidēja un bieza plākšņu liekšanai
- Biežākās mehāniskās kļūmes un presējošo bremžu liekšanas iekārtu apkope