Lai novērstu slīdņa deformācijas radītās nelabvēlīgās sekas, nepieciešams kompensēt slīdņa izlieces deformāciju. Tālāk norādītas kompensācijas metodes:
1. Hidrauliskā kompensācija
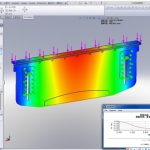
Darbagalda hidrauliskais automātiskais novirzes kompensācijas mehānisms sastāv no eļļas cilindru grupas, kas uzstādīta apakšējā darbagalda daļā. Katra kompensācijas cilindra novietojums un izmērs ir izstrādāti saskaņā ar slīdņa novirzes kompensācijas līkni un darbagalda galīgo elementu analīzi.
Neitrālās versijas hidrauliskās kompensācijas izliekuma kompensācija tiek realizēta ar relatīvo nobīdi starp priekšējām, vidējām un aizmugurējām trim vertikālajām plāksnēm. Princips ir realizēt izliekumu, izmantojot pašas tērauda plāksnes elastīgo deformāciju, lai kompensāciju varētu realizēt darbagalda regulēšanas elastīgajā diapazonā.

2. Mehāniskās kompensācijas tabulas metode
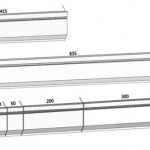
Izvirzītos ķīļus veido izvirzītu slīpu ķīļu komplekts ar slīpām virsmām. Katrs izvirzītais ķīlis ir izstrādāts saskaņā ar bīdāmā bloka un darba galda novirzes līkni ar galīgo elementu analīzi.
Ciparvadības sistēma aprēķina nepieciešamo kompensācijas apjomu atbilstoši slodzes spēkam, kad saliekamā detaļa ir saliekta (šis spēks izraisīs slīdņa un darba galda vertikālās plāksnes novirzi un deformāciju), un automātiski kontrolē izliektā ķīļa relatīvo kustību. Tādējādi tas var efektīvi kompensēt novirzes deformāciju, ko rada bīdāmais bloks un darba galda vertikālā plāksne, un var iegūt ideālu lieces sagatavi.
Mehāniskā novirzes kompensācija tiek realizēta, kontrolējot "priekšizvirzījuma" pozīciju, un darba galda garuma virzienā tiek izveidots ķīļu komplekts. Līkne ar tādu pašu faktisko novirzi padara atstarpi starp augšējo un apakšējo veidni konsekventu lieces laikā, nodrošinot vienādu lieces sagataves leņķi garuma virzienā.

Mehāniskās kompensācijas priekšrocības
1) Mehāniskā kompensācija var iegūt precīzu novirzes kompensāciju visā darba galda garumā. Mehāniskajai novirzes kompensācijai ir ilgstoša stabilitāte, tā samazina hidrauliskās kompensācijas apkopes biežumu (piemēram, eļļas noplūdi) un tai nav nepieciešama apkope visas darbgalda darbības laikā.
2) Tā kā mehāniskajai novirzes kompensācijai ir vairāk kompensācijas punktu, CNC lokšņu metāla bremzes var sasniegt lineāru kompensāciju, saliekot sagatavi darba laikā, un var uzlabot sagataves lieces efektu.
3) Mehāniskā kompensācija izmanto potenciometru, lai izmērītu atgriešanās signāla pozīciju. Kā ciparu vadības ass tā realizē digitālo vadību un padara kompensācijas vērtību precīzāku.
Saistītie produkti
 Kāpēc pievienot kompensācijas sistēmu presēšanas bremžu liekšanas mašīnai
Kāpēc pievienot kompensācijas sistēmu presēšanas bremžu liekšanas mašīnai- Hidrauliskā nospiešanas bremze nerūsējošajam tēraudam
- Biežākās mehāniskās kļūmes un presējošo bremžu liekšanas iekārtu apkope
- 100t četru kolonnu hidrauliskās preses izplatītākās kļūdas un problēmu novēršanas metodes
- Hidrauliskās tandēma bremzes
- Elektrohidrauliskā sinhronā VS vērpes ass sinhronā CNC liekšanas mašīna
- DA66T CNC hidrauliskā presēšanas bremžu iekārta
- IPG slēgta tipa dēļa 4KW šķiedras lāzera metāla griešanas mašīna
- Ķīnas preses bremžu liekšanas mašīnas veidne
- Cik hidraulisko bremžu presēšanas veidu