CNC lieces mašīna ir svarīga iekārta lokšņu metāla apstrādē, un tās darba precizitāte tieši ietekmē sagataves lieces precizitāti. Apstrādājamā priekšmeta lieces procesā spiedes bremžu mašīna tiek pakļauta vislielākajam spēkam abos slīdņa galos, un reakcijas spēks plāksnes lieces laikā izraisa ieliektu deformāciju slīdņa apakšējā virsmā. Slīdņa vidusdaļas deformācija ir vislielākā, un sagataves galīgais lieces leņķis Izmērs mainās visā garumā.
Darbagalds-pilna slodze-deformācija


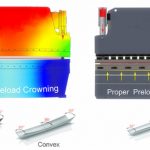
Lai novērstu slīdņa deformācijas radītās nelabvēlīgās sekas, nepieciešams kompensēt slīdņa izlieces deformāciju. Parastās kompensācijas metodes ietver hidraulisko kompensāciju un mehānisko kompensāciju, kuras abas liek darbgalda vidusdaļai radīt elastīgu deformāciju uz augšu, lai to nobīdītu. Darbgalda slīdņa deformācija nodrošina apstrādes savienojuma virsmas precizitāti un uzlabo sagataves precizitāti.


Pelējuma drošības faktoru analīzes diagramma

Divas kompensācijas metodes
1. Hidrauliskā kompensācija
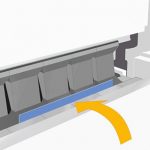
Darbagalda hidrauliskais automātiskais novirzes kompensācijas mehānisms sastāv no eļļas cilindru grupas, kas uzstādīta apakšējā darbagalda daļā. Katra kompensācijas cilindra novietojums un izmērs ir izstrādāti saskaņā ar slīdņa novirzes kompensācijas līkni un darbagalda galīgo elementu analīzi. Hidrauliskā kompensācija ir neitrālās versijas izliekuma kompensācija, kas tiek realizēta, izmantojot relatīvo nobīdi starp priekšējām, vidējām un aizmugurējām trim vertikālajām plāksnēm. Princips ir realizēt izliekumu, izmantojot pašas tērauda plāksnes elastīgo deformāciju, tāpēc kompensācijas summu var regulēt darba galda elastības diapazonā.

2. Mehāniskā kompensācija
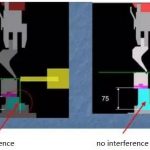
Mehāniskā kompensācija sastāv no izvirzītu slīpu ķīļu komplekta ar slīpām virsmām, un katrs izvirzītais ķīlis ir veidots atbilstoši slīdņa un darba galda novirzes līknei, pamatojoties uz galīgo elementu analīzi. Ciparvadības sistēma aprēķina nepieciešamo kompensācijas apjomu atbilstoši slodzes spēkam, kad apstrādājamā detaļa ir saliekta (šis spēks izraisīs slīdņa un darba galda vertikālās plāksnes novirzi un deformāciju), un automātiski kontrolē izliekto ķīļu relatīvo kustību, lai efektīvi. kompensē novirzes deformāciju, ko rada bīdāmais bloks, un darba galda vertikālā plāksne var iegūt ideālu lieces sagatavi. Mehāniskā novirzes kompensācija tiek realizēta, kontrolējot pozīciju, lai panāktu "iepriekšējo triecienu". Ķīļu komplekts veido līniju darba galda garuma virzienā. Līkne ar tādu pašu novirzi padara atstarpi starp augšējo un apakšējo veidni konsekventu lieces laikā, nodrošinot vienādu lieces sagataves leņķi garuma virzienā.


Saistītie produkti
 Biežākās mehāniskās kļūmes un presējošo bremžu liekšanas iekārtu apkope
Biežākās mehāniskās kļūmes un presējošo bremžu liekšanas iekārtu apkope- Ķīnas preses bremžu liekšanas mašīnas veidne
- 4 soļi, lai iepazītos ar CNC lokšņu metāla lokšņu sistēmu E21
- Kas ir preses bremžu kronēšana
- Kā izvēlēties hidrauliskās preses bremžu mašīnas tonnāžu
- No kā ir izgatavoti presēšanas bremžu uzlikas? Kas ir Preses bremžu instruments?
- Kā izveidot novirzes kompensāciju CNC lokšņu metāla liektājam
- Izmantojiet CNC liekšanas mašīnas prasmes
- Cik hidraulisko bremžu presēšanas veidu
- Kā izvēlēties piemērotu CNC hidraulisko presēšanas bremžu mašīnu