Lielās slodzes, nepietiekamas kustīgo daļu eļļošanas un spiedes bremžu liekšanas mašīnas sarežģītās darba vides dēļ ir ļoti viegli izraisīt kustīgo daļu nodilumu vai sasprindzinājumu. Šajā rakstā tiks analizētas hidrauliskās preses liekšanas iekārtu izplatītākās mehāniskās atteices un apkope:
Kļūda 1. Ilgs pauzes laiks slīdņa ātruma maiņas punktam
1-1. Cilindra augšējais dobums iesūc gaisu, un spiediens ilgstoši palielinās (pašsūcošais cauruļvads noplūst).
1-2. Uzpildes vārsta vai pašsūknēšanas cauruļvada plūsmas ātrums ir mazs vai slīdēšanas ātrums ir pārāk ātrs, izraisot adatas sūkšanu.
1-3. Uzpildes vārsts nav pilnībā aizvērts, un spiediens augšējā dobumā palēninās.
1-4. Kad palēnināšanas vārsts ir iedarbināts, aizveriet uzpildes vārstu, un augšējais dobums nevar iesūkt eļļu.
1-5. Nepareizs proporcionālā vārsta novietojums noved pie dažādām atverēm un no sinhronizācijas.
1-6. Samaziniet ātrās samazināšanas ātrumu, lai redzētu, vai pārbaude tiek pārtraukta.
1-7. Ātrās nolaišanas spiediena lielums ietekmē uzpildes vārsta aizvēršanos, un tiek novērsts ātrās samazināšanas spiediens.
1-8. Noregulējiet spiediena parametrus aiztures stadijā pirms darba virzības.
1-9. Uzpildes vārsta vadības līnijas amortizācijas atvere ir pārāk maza, veidojot spiediena starpību.
1-10. CNC sistēmas parametri (aizkavēšanās pirms palēnināšanas).
1-11. CNC sistēmas parametri (pastiprinājuma parametrs samazinās ar lēnāku ātrumu).
1-12. Pārbaudiet, vai degvielas tvertnes eļļas līmenis ir pārāk zems, uzpildes atvere nav appludināta un cilindra augšējais dobums nav piepildīts ar šķidrumu ātrās pārtīšanas laikā, izraisot nepietiekamu uzpildīšanu. Iepriekš minēto iemeslu dēļ pievienojiet eļļu no tvertnes vairāk nekā 5 mm virs uzpildes atveres, lai uzpildes atvere būtu pilnībā appludināta.
1-13. Pārbaudiet, vai uzpildes vārsts ir pilnībā atvērts. Ja tas ir eļļas piesārņojuma dēļ, uzpildes vārsta vārsta serde nav elastīga un iestrēgusi, izraisot nepietiekamu pildījumu. Nepieciešams notīrīt uzpildes vārstu un atkārtoti uzstādīt to, lai spole būtu elastīga.
1-14. Pārbaudiet, vai pārtīšanas ātrums nav pārāk ātrs, izraisot nepietiekamu piepildījumu. Iepriekš minēto iemeslu dēļ pārtīšanas ātrumu var samazināt, mainot sistēmas parametrus.

Kļūda 2. Kad slīdnis darbojas, virziens uz leju nav vertikāls un neparasts troksnis.
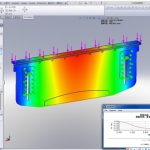
Šāda veida kļūme ir saistīta ar ilgstošu vadotnes lietošanas laiku, nepareizu virzošās sliedes eļļošanu un palielinātu klīrensu nodiluma dēļ. Ir nepieciešams pārbaudīt virzošās sliedes spiediena plāksnes nodiluma pakāpi un noregulēt tā, lai tā atbilstu vajadzīgajam attālumam. Nosakiet, vai jānomaina virzošās sliedes presēšanas plāksne atbilstoši nodiluma pakāpei. Ja celms ir smags, tas ir jānomaina.
2.1. Oriģinālā spiediena plāksne ir ielīmēta ar plastmasu. Pievērsiet uzmanību ielīmētās plastmasas cietībai un virzošās sliedes līmēšanas virsmai. Pēc nokasīšanas pārliecinieties, ka līmēšanas virsma ir virs 85%, un atveriet zigzaga smēreļļas tvertni.
2.2. Oriģinālās presēšanas plāksnes iekšpusē ir metāla aizbāznis. Lai izvēlētos skārda bronzas plāksni vai kaļamo čugunu, savienojuma virsmu apstrādā ar dzirnaviņām, savienojošā skrūve ir zemāka par savienojuma virsmu un tiek atvērta zigzaga smēreļļas rieva.
3. kļūda. Aizmugurējā mērītāja izmērs ir nevienmērīgs abos galos
Kļūda abos galos ir neliela, 2 mm robežās. Pārbaudiet, vai X1/X2 mehāniskās transmisijas struktūrai nav kļūdu. Kļūdu var novērst, pielāgojot pirkstu. Ja mehāniskās transmisijas konstrukcijā nav bojājumu (piemēram, gultņi, lodīšu skrūves, lineārās sliedes, transmisijas riteņi, transmisijas siksnas utt.), novērsiet defektu. Atkārtoti noregulējiet līdz paralēlisma pielaidei un atkārtoti uzstādiet sinhronās pārraides ierīci.
4. kļūda. Nekustas aizmugurējā zobrata vārpsta abos galos
Atkāpes vārpstas transmisijas kļūmes iemesls var būt tas, ka transmisijas vārpsta ir atdalīta no zobsiksnas riteņa, atslēgas stieņa vai zobsiksna noslīd. Bojāti ir atdures vārpstas draiveris un servomotors, un ir bojāta augšējā datora vadības sistēma. Šādām kļūmēm ir jāpārbauda un jāapstiprina bojājuma cēlonis, jāsalabo vai jānomaina bojātās sastāvdaļas un jānovērš kļūme.

Kļūme 5. Pārmērīgs eļļas sūkņa troksnis (pārāk ātra uzsildīšana), eļļas sūkņa bojājumi
5-1. Eļļas sūkņa iesūkšanas caurulē ir noplūde vai eļļas tvertnes šķidruma līmenis ir pārāk zems, izraisot eļļas sūkņa iztukšošanu.
5-2. Eļļas temperatūra ir pārāk zema un eļļas viskozitāte ir pārāk augsta, kā rezultātā ir augsta eļļas absorbcijas pretestība.
5-3. Iesūkšanas atveres eļļas filtrs ir aizsērējis un eļļa ir netīra.
5-4. Sūknis ir bojāts (sūknis ir ievainots, uzstādot sūkni) no jebkāda sitiena.
5-5. Sakabes uzstādīšanas problēmas, piemēram, pārmērīga aksiālā pievilkšana, motora vārpsta un eļļas sūkņa vārpsta nav koncentriskas.
5-6. Pēc sūkņa uzstādīšanas tas ilgu laiku griežas atpakaļgaitā vai pārbaudes iekārtas laikā neuzpilda degvielu.
5-7. Izplūdes augstspiediena eļļas filtrs ir bloķēts vai plūsmas ātrums neatbilst standartam.
5-8. Eļļas sūknis iesūcas (eļļa ir, bet eļļas sūkņa iesūkšanas atverē ir gaiss).
5-9. Ja tas ir virzuļsūknis, iespējams, ka eļļas atgriešanas atveres līnijas augstums ir iestatīts pārāk zemu.
5-10. Ja tas ir HOEBIGER eļļas sūknis, tas var būt iztukšots.
5-11. Eļļas temperatūra ir pārāk augsta, izraisot viskozitātes samazināšanos (60°C robežās).
5-12. Hidrauliskā eļļa satur ūdeni, kas var izraisīt augstspiediena filtra elementa aizsprostojumu un bojājumus.

6. kļūda. Slīdņa kustība netiek palēnināta
6-1. Vai elektromagnētiskajam proporcionālajam virziena vārstam ir elektrisks signāls, vai spolei ir kāda darbība vai tā ir iestrēgusi.
6-2. Sistēma nevar radīt spiedienu.
6-3. Uzpildes vārsts ir iestrēdzis vai uzpildes vārsta blīvgredzens ir noplūdis.
6-4. Vai lēnajam vārstam ir elektrisks signāls vai tas ir iestrēdzis.
6-5. Pretspiediens ir pārāk augsts vai palēnina spiediens ir pārāk zems.

Kļūme 7. Kad slīdnis kustas lēni, tas vibrē, šūpojas un rada troksni
7-1. Spiediena eļļa, kas izplūst no cilindra, satur gaisa burbuļus.
7-2. Slīdes sliedes berzes spēks ir pārāk liels neatkarīgi no tā, vai tajā ir smēreļļa.
7-3. Atstarpe starp vadošās plāksnes montāžas virsmu ir liela, vai arī augšdaļa un apakšdaļa ir nelīdzenas.
7-4. Plaukta un darbagalda līmenis nav pareizi noregulēts.
7-5. Līdzsvara vārsts ir bloķēts.
7-6. Pārbaudiet, vai ātrās atlaišanas vārstam ir strāva un vai tas ir atvērts.
7-7. Ciparvadības sistēmas parametrs (pastiprinājums) vai darba padeves ātruma iestatījums ir pārāk liels.
7-8. Pretspiediena vārsts ir vaļīgs, un pretestība abās pusēs ir atšķirīga.
7-9. Vai solenoīda proporcionālā vārsta spole ir nobīdīta un vai proporcionālā vārsta neitrālās pozīcijas signāls ir pareizs.
7-10. Neatkarīgi no tā, vai tiek traucēts proporcionālā servovārsta signāls, pārbaudes metode ir tāda pati kā iepriekš.
7-11. Virzuļa stienis ir cieši bloķēts ar eļļas cilindra blīvgredzenu, un pretestība ir liela (nomainiet PTFE cietā blīvgredzena testu).
7-12. Sfēriskā paplāksne uz režģa lineāla nav uzstādīta, bīdāmais sēdeklis nekustas vienmērīgi, un ir problēma ar režģa lineāla sakaru līniju.
7-13. Spiediena līkne ir nepareiza, darba laikā spiediens nav pietiekams.
7-14. Uzpildes vārsta spiediena blīvējuma O veida gredzens rada nelielu noplūdi.

Kļūme 8. Liela sinhronizācijas novirze palēninot
8-1. Sinhronās noteikšanas sistēmas kļūme (režģa skala).
8-2. Proporcionāls virziena vārsts.
8-3. Ātri nolaižamā vārsta noplūde.
8-4. Liela atstarpe pretspiedienā abās pusēs.
8-5. Eļļas temperatūra ir pārāk zema.
8-6. Eļļas aukla cilindra augšējā un apakšējā kamerā.
8-7. CNC sistēmas parametri.


Kļūda 9. Liekšanas leņķa kļūda
9-1. Pārbaudiet, vai kompensācijas cilindra kompensācijas novirze ir liela un nulles stāvokli nevar pilnībā atjaunot.
9-2. Pārbaudiet, vai ātrā skava ir vaļīga.
9-3. Pārbaudiet, vai ir kādas izmaiņas katras lieces apakšējā miršanas punktā.
9-4. Pārbaudiet, vai loka formas plāksne ir pareizi uzstādīta un vai skrūves caurums nav izdzisis.
9-5. Izmaiņas pašā loksnē (biezums, materiāls, spriegums).
9-6. Vai režģa lineāls ir vaļīgs?
9-7. Neprecīza pozicionēšanas precizitāte: vai proporcionālā vārsta nulles nobīdes vērtība ir piemērota? Pozicionēšana nevar sasniegt apakšējo miršanas punktu, padarot neiespējamu atgriešanos.

Kļūme 10. Eļļas noplūde hidrauliskajās līnijās vai cauruļu plīsums
10-1. Pārbaudiet, vai eļļas caurules uzstādīšana atbilst prasībām (pagarināts garums, caurules diametrs, sienas biezums, uzmava, uzgrieznis ir pārāk cieši, pārāk vaļīgs, lieces rādiuss utt.).
10-2. Vai caurulei ir trieciens vai vibrācija.
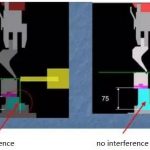
10-3. Pārbaudiet, vai cauruļvads neiejaucas vai nesaskaras ar citiem.
10-4. Cauruļvads nav nostiprināts ar cauruļu skavām.
Kļūme 11. Piesardzības pasākumi hidrauliskās sistēmas uzstādīšanas un apkopes laikā
11-1. Vārstus, kas noslēgti ar krāsu, nedrīkst izjaukt paši, nemaz nerunājot par regulēšanu.
11-2. Vārsts pēc tīrīšanas darbojas normāli, tas jānomaina pret jaunu eļļu un nekavējoties jāiztīra eļļas tvertne.
11-3. Uzstādīšanas laikā eļļas sūkni nedrīkst pakļaut triecieniem vai triecieniem, un pirms pārbaudes eļļas sūknim ir jāuzpilda degviela.
11-4. Uzstādot katru vārstu, var transportēt tikai tā vārsta korpusu, un nedrīkst pieskarties nevienam solenoīda vārstam.
Saistītie produkti
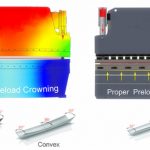
 Kāpēc pievienot kompensācijas sistēmu presēšanas bremžu liekšanas mašīnai
Kāpēc pievienot kompensācijas sistēmu presēšanas bremžu liekšanas mašīnai- Kā lietot giljotīnas griešanas mašīnu
- 6 padomi par lāzera antifrīzu
- 100t četru kolonnu hidrauliskās preses izplatītākās kļūdas un problēmu novēršanas metodes
- Cik hidraulisko bremžu presēšanas veidu
- CNC presēšanas bremžu liekšanas mašīnas darbības princips un sastāvs
- Bieži sastopamās kļūdas un problēmu novēršanas metode četru kolonnu hidrauliskajai presei
- Hidrauliskās jaudas presēšanas iekārtas drošas darbības noteikumi
- Kā izveidot novirzes kompensāciju CNC lokšņu metāla liektājam
- No kā ir izgatavoti presēšanas bremžu uzlikas? Kas ir Preses bremžu instruments?