Īsi iepazīstieties ar nerūsējošā tērauda izlietnes ražošanas procesu. Nerūsējošā tērauda izlietņu ražošana parasti ietver izejvielu izvēli, ražošanas procesus, virsmas apstrādi utt. Parasti ir nepieciešami šie trīs posmi, no kuriem vissvarīgākie ir izejmateriālu izvēle un ražošanas un apstrādes procesi.
Izejvielu izvēle
Pašlaik nerūsējošā tērauda materiāli, ko parasti izmanto vietējie nerūsējošā tērauda izlietņu ražotāji, ir 0,8–1,0 mm biezas nerūsējošā tērauda plāksnes, kas ir vispiemērotākās izlietņu ražošanai. Ja plāksne ir pārāk plāna, tas ietekmēs izlietnes kalpošanas laiku un izturību. Ja šķīvis ir pārāk biezs, izmazgātos traukus var viegli sabojāt.

Ražošanas process
Nerūsējošā tērauda izlietņu izlietnēm ir divi galvenie apstrādes procesi: metināšana un vienreizēja formēšana.
1. Metināšanas metode
Metināšanas metode ir caurumot rievas virsmu un rievas korpusu atsevišķi un pēc tam savienot abus ar metināšanu, kā arī aizpildīt un pulēt metinājuma virsmu. Parasti priekšpusē nav metināšanas pēdu. Šī ražošanas un apstrādes metode ir vienkārša procesā, un to var sasniegt ar mazām perforatoru iekārtām un vienkāršām veidnēm. Parasti tiek izmantotas 0,5–0,7 mm nerūsējošā tērauda plāksnes. Šai apstrādes metodei ražošanas procesā ir mazāki zaudējumi, un izmaksas ir salīdzinoši zemas. Tāpēc ar šo metodi ražotās nerūsējošā tērauda izlietnes cena ir salīdzinoši zema. Tagad, kamēr tas ir parasta ražotāja produkts, metināšanas process tiek metināts ar ciparu vadības viļņu pretestības metināšanu, un kvalitāte ir izturēta. Ir divi veidi:
1) Pirmā ir baseina un paneļa apkārtējā metināšana, ko sauc arī par šuvju metināšanu (apakšējā metināšana).
Tās priekšrocība ir tās skaistais izskats. Pēc stingras apstrādes nav viegli atrast metinājuma šuves, un izlietnes virsma ir līdzena un gluda. Trūkums ir tāds, ka daži patērētāji šaubās par tā izturību. Faktiski pašreizējā metināšanas tehnoloģija galvenokārt ietver apakšloka metināšanu un vismodernāko ciparu vadības pretestības metināšanu, un kvalitāte ir pagājusi. Šīs metināšanas metodes trūkums ir tāds, ka tā patērē pārāk daudz materiāla un ir jāizurbj divas tērauda plāksnes.
2) Otra ir divu atsevišķu baseinu sadurmetināšana vienā, ko sauc arī par sadurmetināšanu.
Priekšrocība ir tāda, ka izlietne un panelis ir vienoti izstiepti un veidoti, kas ir izturīgi un izturīgi. Trūkums ir tas, ka metināšanas pēdas ir viegli pamanāmas, un līdzenums ir nedaudz sliktāks. Faktiski dažas tā sauktās vienpakāpju izlietnes ar dubultu tvertni nav izspiestas no viena materiāla gabala, bet ir pielāgotas diviem atsevišķiem izlietnēm. Pērkot, varat pievērst uzmanību tam, ka lodēšanas vieta atrodas abu izlietņu vidū, kas ir redzama no aizmugures. Viena plāksne ir iedurta divās izlietnēs. Pasaulē tādas tehnoloģijas nav. Sadurmetinātajam katlam visgrūtāk ir nodrošināt katla plakanu virsmu. Ja to var garantēt, tad tas tiešām ir labākais veids. Tā kā tajā tiek izmantots tas pats materiāls kā vispārējai stiepšanai, tas var arī atrisināt stiepšanās problēmu, kas saistīta ar savienoto stiepšanu.
Izlietnes metināšanas kvalitāte ir vissvarīgākais faktors, kas ietekmē izlietnes kalpošanas laiku. Laba metināšana var novērst rūsu un atlodēšanu. Metināšanai jābūt gludai, gludai, blīvai, bez viltus metināšanas, rūsas plankumiem un urbumiem. Visi dubultie baseini, kuru dziļums pārsniedz 18 cm, ir metināti. Tā kā dubultā baseina tvertne vienlaikus ir izstiepta vairāk nekā 18 cm (tvertnes dziļums, nevis kopējais tvertnes un tvertnes sānu augstums)), tas ir apstrādes tehnoloģijas ierobežojošais dziļums.
2. Vienreizējas formēšanas integrālā stiepšanas metode (galvenokārt izmanto vienai rievai)
Šī nerūsējošā tērauda izlietņu apstrādes metode ir izgatavota no veselas materiāla loksnes, kas prasa salīdzinoši augstas apstrādes iekārtas un veidnes. Tā kā vienreizējai formēšanai ir nepieciešama augsta loksnes kvalitāte un elastība, to parasti perforē ar 0,8–1 mm biezu nerūsējošā tērauda loksni. Izmantojiet iebūvētās veidnes un importētās perforācijas preses iekārtas. Sakarā ar lielajiem loksnes malas griešanas zudumiem, ražojot vienreizējās formēšanas metodi, un lielo ieguldījumu veidnēs un iekārtās, izmaksas ir augstas. Tāpēc ar šo metodi ražotā nerūsējošā tērauda izlietne ir dārgāka.
Vienreizējais liešanas ražošanas process ir ļoti populārs, un tā ražošanas process ir sarežģīts. Šāda veida ražošanas tehnoloģija ir ļoti prasīga, un viengabala formēšanas process ir īpaši svarīgs process, kam nepieciešams augsts tērauda plākšņu materiāls. Tas atrisināja noplūdes problēmu, ko izraisīja baseina korpusa metināšana, jo metinātā šuve nevar izturēt dažādu ķīmisko šķidrumu (piemēram, mazgāšanas līdzekļa, nerūsējošā tērauda tīrīšanas līdzekļa utt.) koroziju. Bet šķīvja izskalošanai izlietnē ir daudz trūkumu, piemēram:
1) Izveidotās izlietnes kopējais biezums ir nevienmērīgs, salīdzinoši plāns, galvenokārt apmēram 0,7 mm. Šī tehnoloģija pašlaik nav pārvarēta, izlietnes dibens ir pārāk plāns, un labākam baseina biezumam jābūt 0,8–1,0 mm.
2) Izlietne nedrīkst būt pārāk dziļa. Tā kā tas ir pārāk dziļi, izlietnes siena būs pārāk plāna un salauzta, un pārāk sekls ūdens viegli izšļakstās, kas ir apgrūtinoši lietot.
3) Izstiepšanas ūdens tvertnēm parasti ir nepieciešama augstas temperatūras atkausēšana, parasti temperatūrā virs 1200 grādiem. Pēc šādas apstrādes ūdens tvertnes stingrība dabiski tiek vājināta, un ūdens tvertnes cietība noteikti tiek apdraudēta.
4) Runājot par malu apstrādi, kopējais izstieptais baseins parasti ir vienslāņa atloks. No vienas puses, uzstādīšanas darbiniekam ir ļoti iespējams sagriezt rokas. Pats galvenais, ka nav "pastiprinošās ribas" un svars nav pietiekami labs. Tajā pašā laikā ir grūti panākt blīvējuma ūdens efektu.
5) Kopējo elastīgo paneli ir grūti būt plakanam.
6) Izmaksas ir pārāk augstas. Pateicoties ārkārtīgi augstajām prasībām attiecībā uz materiāliem un procesiem, viena baseina izmaksas praktiski palielinās.
Vienreizējās formēšanas izlietnes priekšrocība ir tā, ka materiāls ir labāks par metināto izlietni, process ir sarežģīts un apstrāde ir sarežģīta. Izlietnes metināšanas process ir vienkāršs, un plāksne vienā reizē nav labi izveidota, bet relatīvā cena ir nedaudz lētāka, un arī apakšējās plāksnes biezums ir biezāks nekā vienreizējai formēšanai. Vienkārši sakot, metinātai izlietnei un viengabala izlietnei nav nekādas atšķirības lietošanā. Tomēr procesa iemeslu dēļ integrēto nerūsējošā tērauda izlietni nevar padarīt pārāk dziļu, un pastāv ūdens izšļakstīšanās problēma. Integrētās izlietnes visredzamākā priekšrocība ir tā, ka tai neradīsies noplūdes problēmas, jo baseina metināšanas sprauga nav korozija no dažādiem ķīmiskiem šķidrumiem (piemēram, mazgāšanas līdzekļiem, nerūsējošā tērauda tīrīšanas līdzekļiem utt.). Bet šai priekšrocībai vairs nav nekādu priekšrocību garā garantijas perioda dēļ.
Virsmas apstrāde
Pašlaik nerūsējošā tērauda izlietnēm ir četru veidu virsmas apstrādes procesi: viens ir matēts (matēts), otrs ir smilšu strūklu (matēta pērļu sudraba virsma), trešais ir pulēšana (spogulis), bet ceturtais ir reljefs.
1. Matējums (stiepļu vilkšana)
Pašlaik visplašāk izmantotais virsmas apstrādes process nerūsējošā tērauda izlietņu apstrādes nozarē ir matējums (stiepļu vilkšana). Daži ražotāji matēšanas procesu veic diezgan vienkārši, un arī izmaksas ir zemas. Vienkārši izmantojiet slīpripu, lai pulētu. Šādiem klientiem nav ļoti augstas prasības materiāla virsmai. Neliels virsmas defekts tiek novērsts pēc vairākkārtējas pulēšanas.
Pašlaik dažas nerūsējošā tērauda izplatīšanas vienības Usji un Džedzjanā ir ieviesušas visu ruļļu eļļas slīpēšanas iekārtas, kas paaugstina nerūsējošā tērauda izlietņu apstrādes uzņēmumu slieksni. Vairāk uzmanības jāpievērš izstrādājuma virsmas kvalitātei. Protams, visa ruļļa eļļas frēzēšana ir arī materiāla virsmas kvalitātes pārbaude, tai skaitā pasūtītāja pieprasītais virsmas apstrādes veids, faktūras virziens u.c. Defekti, kas viegli parādās šajā apstrādē. process ir krāsu atšķirību josla, vibrācijas modelis, kā arī ievilkums un raksta dziļums, ko izraisa siksnas izslēgšana vai maiņa apstrādes laikā.
2. Apstrāde ar smilšu strūklu (matēta pērļu sudraba virsma)
Nerūsējošā tērauda izlietnes efekts pēc smilšu strūklas ir pērļu matēts. Tā priekšrocība ir tā, ka tas nelīp pie eļļas, un tas ir ļoti skaists. Šis virsmas apstrādes process Eiropā ir ļoti populārs un moderns. Dažu sadzīves tehnikas virsmu apstrādē gandrīz visi eksporta ražotāji izmanto šo apstrādes stilu. Smilšu strūklu apstrādē galvenokārt izmanto stikla lodītes ar skrošu strūklu un pēc tam virsmas ķīmisko apstrādi.
3. Pulēšana (spogulis)
Pulēšana (spogulis) ir pirmajos laikos plaši izmantots virsmas apstrādes veids. Tomēr neatkarīgi no tā, vai tas bija paļāvies uz manuālu pulēšanu sākumā vai mehānisku pulēšanu vēlāk, tā bija gludas un atstarojošas virsmas tiekšanās. Jo plakanāka ir virsma, jo augstāka ir atstarošanas pakāpe. Pulēšanai ir augstas prasības pašam materiālam, un apstrādes laikā ir grūti kontrolēt virsmas kvalitāti, kā arī to ir visvieglāk saskrāpēt. Un pēc ilga laika spoguļa efekts ir pazudis.
4. Reljefs
Reljefs stils ir izgatavots no reljefa materiāla. Vietējās tērauda rūpnīcās nav šī materiāla krājumu, un šī materiāla ražošanas tehnoloģija nav pieejama tikai tērauda rūpnīcām, tāpēc tā izmaksas ir salīdzinoši augstas. Reljefs materiāls ir ļoti nodilumizturīgs. Es personīgi domāju, ka, ja šī materiāla popularitāte var būt tikpat populāra kā citiem virsmas apstrādes materiāliem, tas tiks atzīts arī tirgū.

Īpašs nerūsējošā tērauda izlietnes formēšanas process
1. Stiepju veidošana
1) Mašīna: parasti izmantojiet lielākas tonnāžas hidraulisko presi (200T) vai vairāk, lai izstieptu plāksni.
2) Veidne: leņķim nevajadzētu būt pārāk taisnam, parasti tieši virs φ10, konstrukcijai jābūt saprātīgai.
3) Materiāls: parasti plāksnes biezumam ir jābūt 0,8–1,0 mm robežās. Ja tas pārsniedz šo diapazonu, pat 500T hidrauliskā prese būs vāja.
4) Termiskā apstrāde: vispārējai izstieptā ūdens tvertnei parasti ir nepieciešama augstas temperatūras atkausēšanas apstrāde, parasti temperatūrā virs 1200 grādiem, lai novērstu iekšējo spriegumu pēc izstiepšanas.
5) Virsmas apstrāde: stiepļu vilkšana, pulēšana, pulēšana (parasti gluda).
6) Process: pēc zīmēšanas eļļas pievienošanas presformai plāksni var vienmērīgi izstiept, pēc formēšanas veikt atkvēlināšanu un virsmas apstrādi.
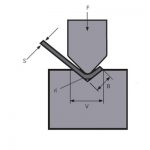
2. Rokas formēšana
1) Mašīna: parasti izmanto presēšanas bremžu liekšanas mašīnu, hidraulisko presi formēšanai un argona loka metināšanas iekārtu metināšanai.
2) Armatūra: lieces armatūra, hidrauliskās preses veidnes.
3) Materiāls: tā kā procesā tiek izmantota liekšana, plāksnes biezums nav ierobežots, un parasti tiek pieņemts saprātīgs biezums atbilstoši ekonomikai.
4) Metināšana: atkarībā no materiāla biezuma var izvēlēties dažādas metināšanas strāvas, piemēram, 1,2 mm tiek izmantota metināšanas strāva zem 220A.
5) Virsmas apstrāde: stiepļu vilkšana, pulēšana, pulēšana (parasti gluda).
6) Process: parasti loksne vispirms tiek saliekta un izveidota, un pēc tam sānu šuves tiek metinātas kā origami kaste, un visbeidzot tiek veikta virsmas apstrāde.
Saistītie produkti
 Pievienojieties mums, lai veiktu LIELA BIZNESA!
Pievienojieties mums, lai veiktu LIELA BIZNESA!- Kā lietot giljotīnas griešanas mašīnu
- WILA efektīvs risinājums vidēja un bieza plākšņu liekšanai
- Kā izvēlēties piemērotu presēšanas bremžu liekšanas mašīnas diegu
- No kā ir izgatavoti presēšanas bremžu uzlikas? Kas ir Preses bremžu instruments?
- Parastā liekšanas secība un liekšanas mašīnas veidņu ikdienas lietošanas specifikācija
- Kantonas gadatirgus
- QC11Y 12x6000mm hidrauliskās giljotīnas šķēres tika piegādātas Argentīnā
- 10 populārākie giljotīnas griešanas mašīnu ražotāji
- 1000W 1500W 2000W manuāla rokas lāzermetināšanas šķiedru lāzermetināšanas iekārta nerūsējošā tērauda metāla loksnēm