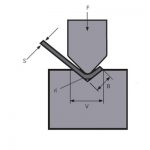
Preses bremžu perforators/matrica ir sadalīta augšējā un apakšējā veidnēs, kuras izmanto lokšņu metāla štancēšanas formēšanai un atdalīšanai. Formēšanas veidnei ir dobums, un atdalīšanas veidnei ir griešanas mala. Preses bremžu mašīnas perforators/matrica ļoti ietekmē sagataves precizitāti. Liekšanas procesā veidne ir viss, kas saskaras ar sagatavi.
Liekšanas mašīnas/preses bremžu presēšanas presformas ir L-veida, R-formas, U-veida, Z-veida utt. Augšējā presforma galvenokārt ir 90 grādi, 88 grādi, 45 grādi, 30 grādi, 20 grādi, 15 grādu utt leņķis. Apakšējā veidnē ir 4 ~ 18 V dubultā rieva un viena rieva ar dažādu rievu platumu, kā arī R apakšējā veidne, akūtā leņķa apakšējā veidne, saplacināšanas veidne utt.

Īpaši augsta precizitāte
Ir ļoti svarīgi, lai veidnes precizitāte lielā mērā ietekmētu sagataves precizitāti lieces procesā. Pirms lietošanas jāpārbauda veidnes nodilums. Pārbaudes metode ir izmērīt garumu no augšējās veidnes priekšējā gala līdz plecam un garumu starp apakšējās veidnes plecu. Parastajām veidnēm novirzei uz metru jābūt aptuveni ±0,0083 mm, un kopējā garuma novirze nedrīkst būt lielāka par ±0,127 mm. Attiecībā uz precīzās slīpēšanas veidni, precizitātei uz vienu metru jābūt ±0,0033 mm, un kopējai precizitātei nevajadzētu būt lielākai par ±0,0508 mm. Parasti ir ieteicams izmantot smalkas slīpēšanas veidnes elektrohidrauliskajām liekšanas mašīnām vai vērpes vārpstas liekšanas mašīnām un parastās veidnes manuālajām liekšanas mašīnām.
CNC presēšanas bremžu mašīnas instrumentu sadaļa, kā norādīts tālāk:

Automātiska fiksēta uzstādīšana
Augšējā veidne tiek uzstādīta, kad slīdnis paceļas līdz augšējam mirušajam punktam, un veidņu iespīlēšanas sistēma var noturēt vairākas veidnes vietā, līdz tiek pielikts iespīlēšanas spiediens.
Hidrauliskā iespīlēšanas sistēma
Hidrauliskā iespīlēšanas sistēma ir visefektīvākā iespīlēšanas metode. Gan jaunās, gan vecās mašīnas var izmantot šo iespīlēšanas sistēmu, ietaupot laiku un izmaksas. Ja vecās liekšanas mašīnas nesošā virsma ir bojāta, hidrauliskā iespīlēšanas sistēma būs labākā izvēle bojājumu novēršanai, vienlaikus uzlabojot arī iespīlēšanas un uzstādīšanas efektivitāti.

Automātiski saspiediet vietā
Kad tiek pielietots iespīlēšanas spiediens, augšējais matrica tiek uzvilkta un automātiski saspiesta vietā. Tas novērš nepieciešamību lieces procesā iespiest augšējo veidni veidnes apakšā.
Perforatora/stanga izvēle
Vispirms nosakiet saliektās loksnes biezumu. Piemēram, vēlaties saliekt 0,75 mm līdz 6,30 mm biezas plāksnes. Pēc tam reiziniet plānākās loksnes biezumu ar 8, lai novērtētu minimālo nepieciešamo V formas izmēru. Šajā piemērā 0,75 mm plāksne ir minimālā nepieciešamā veidne, tātad 0,75 × 8 = 6. Treškārt, reiziniet biezākās loksnes biezumu ar 8, lai novērtētu nepieciešamo maksimālo V-veida formas izmēru.
8 reizes princips
Proti, V-veida veidnes atvērumam jābūt 8 reizes lielākam par loksnes biezumu. Reiziniet loksnes biezumu ar 8, lai izvēlētos tuvāko veidni. Piemēram, 1,5 mm biezai plāksnei nepieciešama 12 mm veidne (1,5 × 8 = 12 mm). Ja tā ir 3,0 mm plāksne, ir nepieciešama 24,0 mm veidne. (3,0 × 8 = 24,0). Šī attiecība var nodrošināt vislabāko leņķa izvēli, tāpēc daudzi cilvēki to sauc par "labāko izvēli". Lielākā daļa publicēto lieces diagrammu arī ir vērstas uz šo formulu.
Modeļu izvēles noteikumi
Atlases noteikums L formas sagatavju liekšanai ir tāds, ka nav noteikumu, var izmantot gandrīz jebkuru augšējo presformu. Tātad, izvēloties augšējās veidnes sagatavju grupai, L-veida sagataves var uzskatīt par pēdējām, jo gandrīz jebkura augšējā veidne var tās saliekt. Liekot šīs L formas sagataves, ieteicams izmantot augšējās veidnes, kas var izliekt arī citas sagataves. Pērkot veidnes, jo mazāk, jo labāk. Tas ir paredzēts ne tikai, lai samazinātu veidņu izmaksas, bet arī samazinātu nepieciešamo veidņu formu skaitu un saīsinātu uzstādīšanas laiku.


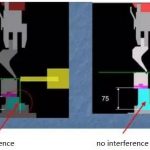
Ja apstrādājamā priekšmeta augšējā daļa ir garāka par apakšējo daļu, ir nepieciešama zosskakla matrica. Ja sagataves augšējā daļa ir īsāka par apakšējo daļu, jebkura augšējā veidne ir piemērota. Ja apstrādājamā priekšmeta augšējā daļa un apakšējā daļa ir vienāda garuma, ir nepieciešama akūtā leņķa augšējā veidne. Rezumējot, augšējās formas izvēles noteikums galvenokārt ir atkarīgs no sagataves traucējumiem, kur lieces simulācijas programmatūrai var būt svarīga loma. Ja izmantotā sistēma nevar simulēt lieces situāciju, varat izmantot zīmējumu ar režģa fonu, lai manuāli pārbaudītu augšējās veidnes sagataves traucējumus, kā parādīts attēlā zemāk.


Nav iespiedumu pelējuma
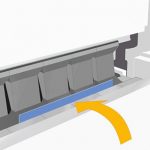
Gandrīz visas tipiskās V-veida liekšanas mašīnu veidnes uz sagataves atstās dažas pēdas, jo lieces laikā metāls tiek iespiests veidnē. Vairumā gadījumu atzīmes ir mazas vai pieņemamas. Palielinot rādiusu, atzīmes var samazināties. Bet dažreiz pat mazākās zīmes ir nepieņemamas, piemēram, krāsotas vai pulētas plāksnes pirms lieces. Neilona ieliktņus var izmantot, lai novērstu iespiedumus, kā parādīts attēlā zemāk. Liekšana bez iespiedumiem ir īpaši svarīga ražotām gaisa kuģu vai kosmosa detaļām, jo inspektoriem ir grūti pārbaudīt daļu ar neapbruņotu aci un atšķirt skrāpējumus un plaisas.

Saistītie produkti
 Kā izvēlēties hidrauliskās preses bremžu mašīnas tonnāžu
Kā izvēlēties hidrauliskās preses bremžu mašīnas tonnāžu- WILA efektīvs risinājums vidēja un bieza plākšņu liekšanai
- Izmantojiet CNC liekšanas mašīnas prasmes
- Parastā liekšanas secība un liekšanas mašīnas veidņu ikdienas lietošanas specifikācija
- Liekšanas spēka aprēķins lokšņu metāla locīšanas mašīnas brīvas locīšanas laikā
- No kā ir izgatavoti presēšanas bremžu uzlikas? Kas ir Preses bremžu instruments?
- Cik hidraulisko bremžu presēšanas veidu
- Kāpēc pievienot kompensācijas sistēmu presēšanas bremžu liekšanas mašīnai
- Kas ir preses bremžu kronēšana
- Kā aprēķināt bremžu nospiešanas liekumu