Parastā lieces secība
1. Vispirms īsā puse un vispirms garā puse: Vispārīgi runājot, kad visas četras malas ir saliektas, vispirms salocot īso pusi un pēc tam garo pusi, ir izdevīga sagataves apstrādei un liekšanas veidnes montāžai.
2. Vispirms perifērija un pēc tam vidus: normālos apstākļos tas parasti sākas no sagataves perifērijas un salokās virzienā uz sagataves centru.
3. Vispirms daļēja, pēc tam vesela: ja sagataves iekšpusē vai ārpusē ir dažas konstrukcijas, kas atšķiras no citām lieces konstrukcijām, parasti šīs konstrukcijas vispirms ir saliektas un tad citas daļas.
4. Apsveriet traucējumu situāciju un saprātīgi sakārtojiet lieces secību: lieces secība nav statiska, un apstrādes secība ir atbilstoši jāpielāgo atbilstoši lieces formai vai šķēršļiem uz sagataves.

Liekšanas mašīnas veidņu ikdienas lietošanas specifikācija
1. Ieslēdziet presēšanas bremžu liekšanas mašīnas jaudu, pagrieziet atslēgas slēdzi, nospiediet eļļas sūkni, lai palaistu, liekšanas mašīnas eļļas sūknis sāk griezties, un iekārta vēl nav sākusi darboties.
2. Gājiena regulēšanai ir nepieciešams izmēģinājums, kad liekšanas mašīnas veidne ir oficiāli iedarbināta. Kad liekšanas mašīnas augšējais veidnis nolaižas uz leju, ir jābūt plāksnes biezuma atstarpei. Pretējā gadījumā tas sabojās veidni un mašīnu. Gājiena regulēšanai ir arī elektriskā ātrā regulēšana un manuāla precīza regulēšana.
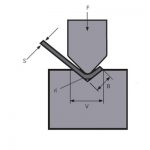
3. Liekšanas mašīnas veidnes iecirtuma izvēlei parasti tiek izvēlēts iecirtums, kas ir 8 reizes lielāks par plāksnes biezuma platumu. Ja saliekat 4 mm loksni, jums jāizvēlas aptuveni 32 plāksne.

4. Pārbaudiet liekšanas mašīnas augšējās un apakšējās veidņu pārklāšanos un stingrību; pārbaudiet, vai pozicionēšanas ierīces atbilst apstrādes prasībām. Bieži pārbaudiet augšējās un apakšējās veidņu pārklāšanos; vai manometra norādījumi atbilst noteikumiem.
5. Kad loksne ir saliekta, tā ir jāsablīvē, lai loksne lieces laikā nepaceltos un nesāpētu operatoru.
6. Regulējot lokšņu metāla matricu, ir jāpārtrauc strāvas padeve, un darbība jāpārtrauc.
7. Mainot mainīgās liekšanas mašīnas apakšējās formas atveri, materiāls nedrīkst saskarties ar apakšējo matricu.
8. Aizliegts izmantot liekšanas mašīnu presformas pārāk biezu dzelzs plākšņu vai rūdīta tērauda plākšņu, augstas kvalitātes leģēto tēraudu, kvadrātveida tēraudu un lokšņu liekšanai, kas pārsniedz lokšņu metāla locīšanas iekārtas veiktspēju, lai izvairītos no darbgalda bojājumiem. .
9. Izslēdziet liekšanas mašīnu un novietojiet koka blokus uz apakšējām veidnēm zem cilindriem abās pusēs, lai augšējo slīdplāksni nolaistu uz koka blokiem. Vispirms izejiet no vadības sistēmas programmas, pēc tam atvienojiet strāvas padevi.

Saistītie produkti
 Hidrauliskās jaudas presēšanas iekārtas drošas darbības noteikumi
Hidrauliskās jaudas presēšanas iekārtas drošas darbības noteikumi- Kā izvēlēties piemērotu presēšanas bremžu liekšanas mašīnas diegu
- Izmantojiet CNC liekšanas mašīnas prasmes
- WILA efektīvs risinājums vidēja un bieza plākšņu liekšanai
- Kā izvēlēties hidrauliskās preses bremžu mašīnas tonnāžu
- Bieži sastopamās kļūdas un problēmu novēršanas metode četru kolonnu hidrauliskajai presei
- Hidrauliskās griešanas mašīnas bieži sastopamu bojājumu novēršana un eļļas ķēdes sistēmas apkope
- Kāpēc pievienot kompensācijas sistēmu presēšanas bremžu liekšanas mašīnai
- Kas ir preses bremžu kronēšana
- Kā aprēķināt bremžu nospiešanas liekumu