Hidrauliskās liekšanas mašīnas / hidrauliskās preses bremzes var iedalīt pēc sinhronizācijas metodes: hidrauliskā sinhronā griezes momenta liekšanas mašīna, CNC presēšanas bremze un elektrohidrauliskā cnc presēšanas bremze, un to var iedalīt šādos kustības veidos: uz augšu vērsta, uz leju vērsta. .
Nospiediet bremžu saliekšanu, lai sasniegtu vēlamos rezultātus, ir vajadzīgas dažādas pieejas metodes. No vēja torņu stabu veidošanas līdz sarežģītiem elektrisko skapju komponentiem, bremžu presēšana ir būtisks rīks izgatavotājam, un apziņa, ka ne visas lieces ir vienādas, ir to veiksmīgas darbības atslēga. Lai ātri un atkārtoti iegūtu precīzas detaļas, ir svarīgi izprast procesu, instrumentus un materiālu (jo visi liektie metāli atšķirīgi reaģēs uz katru liekšanas procesu).
hidrauliskā Sinhronā griezes momenta liekšanas mašīna/ hidrauliskā Sinhronā griezes momenta presēšanas bremze

Dubultie cilindri kontrolē slīdņa kustību uz augšu un uz leju
Mehāniskā griezes momenta sinhronizācija
CNC presēšanas bremze un elektrohidrauliskā presēšanas bremze


CNC Press Brakes: šiem bremžu veidiem ir visaugstākā precizitāte un pielāgošanas iespējas, izmantojot datortehnoloģiju, lai kontrolētu precizitāti un palielinātu efektivitāti. Izmantojot CNC bremžu preses, apmācīts operators kontrolierī ievada tādus datus kā lieces leņķis, plāksnes biezums, platums un pakāpe, un bremze viegli tiek galā ar pārējo.
Kā aprēķināt preses bremžu tonnāžu

Liekšanas procesā materiālam tiek pielikts spēks starp augšējo un apakšējo presformu, izraisot materiāla plastisko deformāciju. Darba tonnāža attiecas uz pārspīlējuma spiedienu, kad skaņa ir salocīta. Ietekmējošie faktori darba tonnāžas noteikšanai ir: lieces rādiuss, lieces metode, presēšanas koeficients, līkuma garums, lieces materiāla biezums un izturība utt.
Preses bremžu formēšanas tonnāžas aprēķini ir salīdzinoši vienkārši. Viltība ir zināt, kur, kad un kā tās lietot. Sāksim ar tonnāžas aprēķinu, kas balstās uz vietu, kur materiālā tiek pārtraukta raža un sākas faktiskā liece. Formulas pamatā ir AISI 1035 auksti velmēts tērauds ar 60 000 PSI stiepes izturību. Tas ir mūsu pamatmateriāls. Pamatformula ir šāda:

P: lieces spēks (kn)
S: plāksnes biezums (mm)
L: plāksnes platums (m)
V: apakšējās formas spraugas platums (mm)

1. piemērs:
S=4mm L=1000mm V=32mm, atrodiet tabulu un iegūstiet P=330kN
2. Šī tabula ir aprēķināta, pamatojoties uz materiāliem ar izturību Оb=450N/mm2. Liekot citus dažādus materiālus, lieces spiediens ir tabulas datu un šādu koeficientu reizinājums;
Bronza (mīksta): 0,5; nerūsējošais tērauds: 1,5; alumīnijs (mīksts): 0,5; hroma molibdēna tērauds: 2,0.
Aptuvenā aprēķina formula lieces spiedienam: P=650s2L/1000v
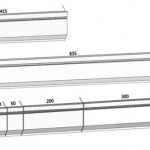
Mazākā līkuma izmērs:
A. Atsevišķa locīšana/locīšana:


B. Liekšana/locīšana Z


2. piemērs:
Plāksnes biezums S=4mm, platums L=3m, ob=450N/mm2
Parasti spraugas platums V=S*8 Tāpēc P=650423/4*8=975(KN)= 99,5 (tonnas)
Rezultāts ir ļoti tuvs datiem lieces spēka diagrammā.
Kā redzat, 1. metode presēšanas bremžu tonnāžas aprēķināšanai ir balstīta uz vieglo tērauda materiālu.
Ko darīt, ja materiāls ir nerūsējošais tērauds, alumīnijs vai misiņš?
Tas ir vienkārši, reiziniet rezultātus, kas aprēķināti pēc iepriekš minētās formulas, ar koeficientiem šajā tabulā:
| Materiāls | Koeficienti |
| Maigs tērauds | 1 |
| Nerūsējošais tērauds | 1.6 |
| Alumīnijs | 0.65 |
| Misiņš | 0.5 |
Saistītie produkti
 Ķīnas preses bremžu liekšanas mašīnas veidne
Ķīnas preses bremžu liekšanas mašīnas veidne- Kāpēc pievienot kompensācijas sistēmu presēšanas bremžu liekšanas mašīnai
- Biežākās mehāniskās kļūmes un presējošo bremžu liekšanas iekārtu apkope
- Kā izvēlēties piemērotu presēšanas bremžu liekšanas mašīnas diegu
- CNC presēšanas bremžu liekšanas mašīnas darbības princips un sastāvs
- 2021. gada Metāla bremžu mašīnas galīgais ceļvedis
- 4 soļi, lai iepazītos ar CNC lokšņu metāla lokšņu sistēmu E21
- Ķīna 40 tonnu spiedbremzes
- No kā ir izgatavoti presēšanas bremžu uzlikas? Kas ir Preses bremžu instruments?
- 100t četru kolonnu hidrauliskās preses izplatītākās kļūdas un problēmu novēršanas metodes