1. Izpratne par lieces procesu: vienkārši fakti

Izliekuma pielaide = leņķis * (T/ 180)* (rādiuss + K koeficients * biezums) Liekuma kompensācija = liekuma pielaide (2 * atkāpšanās)
Iekšpuse Atzveltne = iedegums (leņķis / 2) *Rādiuss Ārējais aizmugure = iedegums (leņķis / 2)* (Rādiuss + biezums)

1) Izliektā daļā iegūtais rādiuss ietekmē garumu, līdz kuram šī daļa ir jāsagriež (pirms liekšanas).
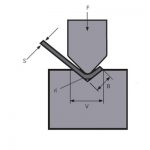
2) Liekšanas laikā iegūtais rādiuss ir 99% atkarīgs no V atveres, ar kuru mēs izvēlamies strādāt.
Pirms detaļas projektēšanas un noteikti pirms sagatavju griešanas mums TIEŠI JĀZIN, kādu V atveri izmantosim, lai saliektu daļu uz spiedes bremzes.

2. Kā rādiuss ietekmē sagataves
lielāks rādiuss “spiedīs” mūsu daļas kājas uz ārpusi, radot iespaidu, ka sagatave ir sagriezta “pārāk gari”.
mazākam rādiusam būs nepieciešama sagatave, kas jāgriež “nedaudz ilgāk” nekā tad, ja rādiuss būtu lielāks.

3. Liekšanās pabalsts

Iepriekš minētā attēla nesalocītās sagataves aprēķinātu šādi:
B = 150 + 100 + 60 + BA1 + BA2
Kā aprēķināt BA1 un BA2:
Liekšanas pielaides aprēķināšana
Daļa, kas jāsamazina no abām kājām, kad tā pārklājas, kļūstot plakana, ir tā, ko mēs parasti saucam par “liekuma pielaidi” (vai BA vienādojumā).

Liekšanas pielaides formula
BA formula līkumiem līdz 90°

BA formula līkumiem no 91° līdz 165°

iR = iekšējais rādiuss
S = biezums
Β = leņķis
Π = 3,14159265….
K = K koeficients
K faktors
Liekot uz presbremzes, lokšņu metāla iekšējā daļa tiek saspiesta, bet ārējā daļa tiek izstiepta.
Tas nozīmē, ka ir loksnes daļa, kurā šķiedras nav ne saspiestas, ne pagarinātas. Mēs šo daļu saucam par “neitrālo asi”.

Attālums no līkuma iekšpuses līdz neitrālai asij ir tas, ko mēs saucam par K koeficientu.
Šī vērtība nāk kopā ar materiālu, ko mēs pērkam, un to nevar mainīt.
Šī vērtība ir izteikta daļās. Jo mazāks ir K koeficients, jo tuvāk loksnes iekšējam rādiusam būs neitrālā ass.

K koeficients = precīza regulēšana
K koeficients ietekmē mūsu nesalocītu sagatavi. Ne tik daudz kā detaļas rādiuss, bet mēs to varam uzskatīt par precīzas noregulēšanas aprēķiniem sagatavēm.
jo mazāks ir K koeficients, jo vairāk materiāls tiek izstiepts un tāpēc “izstumts”…. kas nozīmē, ka mūsu kāja kļūs "lielāka".
K faktora novērtēšana
Lielāko daļu laika mēs varam novērtēt un pielāgot K koeficientu, precīzi noregulējot tukšos aprēķinus.
viss, kas mums jādara, ir daži testi (uz izvēlētās V atveres) un jāizmēra detaļas rādiuss.
Ja jums ir jānosaka precīzāks K koeficients, tālāk ir sniegts aprēķins, lai noteiktu precīzu jūsu līkuma koeficientu.

K koeficients: formula

Piemēra atrisināšana:
B = 150 + 100 + 60 +BA1 + BA2
K faktora novērtējums
B1: R/S=2 => K=0,8
B2: R/S=1,5 => K=0,8
Abi līkumi ir 90° vai mazāki:

kas nozīmē:
B1 = 3,14 x 0,66 x (6 + ((4 × 0,8)/2) — 2 x 10
B1 = -4,25
B2 = 3,14 x 0,5 x (8 + ((4 × 0,8)/2) — 2 x 12
B2 = -8,93
tāpēc:
B = 150 + 100 + 60 + (-4,25) + (-8,93)
B = 296,8 mm
Saistītie produkti
 No kā ir izgatavoti presēšanas bremžu uzlikas? Kas ir Preses bremžu instruments?
No kā ir izgatavoti presēšanas bremžu uzlikas? Kas ir Preses bremžu instruments?- Kas ir preses bremžu kronēšana
- Kā izvēlēties hidrauliskās preses bremžu mašīnas tonnāžu
- Kantonas gadatirgus
- WILA efektīvs risinājums vidēja un bieza plākšņu liekšanai
- Kā izvēlēties piemērotu presēšanas bremžu liekšanas mašīnas diegu
- Parastā liekšanas secība un liekšanas mašīnas veidņu ikdienas lietošanas specifikācija
- Kāpēc pievienot kompensācijas sistēmu presēšanas bremžu liekšanas mašīnai
- Izmantojiet CNC liekšanas mašīnas prasmes
- Liekšanas spēka aprēķins lokšņu metāla locīšanas mašīnas brīvas locīšanas laikā