Preses bremžu liekšanas mašīna galvenokārt veic plāksnes taisnlīniju liekšanu. Izmantojot vienkāršas veidnes un apstrādes iekārtas, metāla loksni var presēt noteiktā ģeometriskā formā, kā arī to var apstrādāt ar stiepšanu, štancēšanu, štancēšanu un presēšanu. Faktiskajā ražošanā CNC presēšanas bremžu mašīnu galvenokārt izmanto, lai realizētu dažādu metāla kārbu, kastes apvalku, U formas siju un taisnstūru ģeometrisko formu liekšanu. Tās apstrādei ir priekšrocības: augsts lieces taisnums, bez zobu pēdām, bez lobīšanās, bez grumbām utt.
Nepārtraukti attīstot CNC liekšanas iekārtu ražošanas tehnoloģiju, lielākā daļa lokšņu metāla ražošanas uzņēmumu arvien vairāk atbalsta tās priekšrocības, piemēram, augstu pozicionēšanas precizitāti, ērtības, nulles darbības traucējumu kompensāciju un labu apstrādāto produktu konsistenci. Tomēr ar ierobežotām vēlmēm, kā labāk izmantot liekšanas mašīnu un pilnībā izmantot tās funkcijas un priekšrocības, ir kļuvusi par problēmu, kas ražotājiem, kuri izmanto CNC presējošo bremžu liekšanas iekārtu, pievērš uzmanību un steidzami jāatrisina. Ilgtermiņa ražošanas un lietošanas procesā Zhongrui ir efektīvi paplašinājis liekšanas mašīnas funkcijas un uzkrājis pieredzi, pievienojot papildu instrumentus, pārveidojot esošās veidnes un pielāgojot vietas elastīgu izmantošanu. Šajā rakstā kā piemērs ir ņemta Zhongrui CNC presēšanas bremžu iekārta DA66T un detalizēti aprakstītas lietošanas prasmes.
Pievienojiet papildu instrumentus
Ja vēlaties padarīt presēšanas bremžu darbgaldu elastīgu un viegli lietojamu, ir svarīgi pievienot papildu instrumentus. Papildierīču palielināšana var ne tikai paplašināt CNC liekšanas darbgalda apstrādes diapazonu, bet arī uzlabot apstrādes efektivitāti.
1) Pārejas plāksne (vidējā plāksne ātrai pelēšanai)
Liekšanas mašīnas atvēršanas augstums attiecas uz attālumu starp augšējo un apakšējo darba galdu. Tā kā CNC liekšanas iekārtai DA66T ir lielāks atvēršanas augstums, apsveriet iespēju izmantot lielu atveri, lai paplašinātu apstrādes diapazonu. Kā parādīts 1. attēlā, pievienojot oriģinālajai pārejas plāksnei vēl vienu pārejas plāksni, var palielināt detaļas sānu lieces augstumu (līdz 85 mm), lai varētu veikt dziļu apstrādi ar augstākām sānu liekšanas malām. Pašizgatavotā pārejas plāksne var pielāgot pārejas dēļa platumu atbilstoši jūsu parastajām daļām, un tā ir vispiemērotākā maza platuma detaļu apstrādei ar augstākām lieces malām abās pusēs.

2) Priekšējā paneļa stūris
Kā parādīts 2. attēlā, mašīnas priekšpuse ir aprīkota ar stūri, kurā var novietot mazas detaļas un samazināt detaļu ņemšanas laiku. Tajā pašā laikā ir uzstādīts neliels darba galds, lai atvieglotu sīku sagatavju apstrādi un savākšanu.

Pilnībā izmantojiet veidni
CNC preses bremžu liekšanas mašīnas izmantošana galvenokārt balstās uz augšējo un apakšējo veidni. Ja veidņu skaits ir mazs un pielietojums nav elastīgs, darbgalda apstrādes diapazons būs ļoti ierobežots. Tāpēc fiksētos apstākļos, kā maksimāli palielināt esošās veidnes funkciju, izmantojot optimizētu kombināciju un daļēju transformāciju, ir problēma, par kuru jādomā katram darbgaldu lietotājam. Tālāk ir norādīta paplašināšanas funkcija, ko mēs izmantojam, mainot CNC liekšanas mašīnas veidni. Ievads.
1) Augšējais slīpēšanas uzgalis R
Ilgstoši lietojot augšējo matricu, tās uzgaļa nodilums mainīsies neregulāri. Mainās veidnes augstums un nevar garantēt lieces precizitāti. Slīpējot, koriģējot galu R un saskaņojot ar lielāku V-veida rievu, var salocīt biezas plāksnes. Tas pagarina veidnes kalpošanas laiku.
2) Nomainiet lūžņu veidnes, lai panāktu izlīdzināšanu
Ja nav saliktas liekšanas formas, piemērs ir formēšanas problēmas atrisināšana, kā nospiest mirušo malu. Mirusī mala ir saliekta forma, kurā divi slāņi pārklājas viens ar otru, un to parasti izmanto pastiprināšanai. Parasti plāksnei, kuras garums pārsniedz 2 mm, gandrīz nav nospiestas malas. Nospiediet mirušo malu, kas jāveido ar saliktu liekšanas presformu, un tā ir jāsadala vairāk nekā divos veidošanā.
Parasti izmantotā metode ir izmantot saliktu liekšanas presformu, kā parādīts 3. attēlā. Pirmajā posmā materiāls tiek salocīts līdz 30°, bet otrajā posmā 30° liekuma leņķis tiek novietots priekšējā galā. saliktā veidne, un materiāls tiek salocīts mirušajā malā. Bet mums nav kompozītmateriālu liekšanas formas, ir tikai 30° akūtā leņķa locīšanas presforma. Pabeidziet kompozītmateriālu liekšanas formas pirmo soli ar esošo veidni, un otrajā posmā var atrast tikai citu metodi. Otrajā posmā augšējā un apakšējā veidne ir plakana. Pēc analīzes esošās dubultās v-rievas apakšējās veidnes vidējo daļu var izmantot kā plaknes daļu, un augšējā veidne meklē plakni. Izņemiet esošo lūžņu augšējo veidni un sasmalciniet naža malu līdzenā veidā, tādējādi atrisinot presēšanas mirušās malas veidošanās problēmu.

Izmantojot šo modificēto veidņu komplektu, var arī saplacināt. Faktiskajā apstrādē darbgaldu operatori dažkārt pieļauj kļūdas, tostarp liekot malas vai liekšanas izmērus, kas nav vienādi. Gadījumā, ja detaļas virsmas prasības nav augstas, ir žēl detaļu nomest, tikai izliekuma malu sasist. Izsitums ir ļoti darbietilpīgs, taču to var viegli izlīdzināt, izmantojot iepriekš minēto veidņu kombināciju. Detaļas var viegli piespiest ar roku pie augšējās un apakšējās veidnes, un pēc tam detaļas tiek saplacinātas ar CNC liekšanas mašīnu.
Prasmes darbības laikā
1) Liekšanas presformu un apstrādes materiālu izvietošana
Veidojot plānu, jāņem vērā šādi faktori:
a. Sakārtojiet vienāda biezuma materiālus kopā;
b. Sakārtojiet viena modeļa veidnes kopā;
c. Līdzīgas formas veidnes kārto kopā.
Tas var samazināt pelējuma nomaiņas laiku un biežumu.
2) Šauru un mazu detaļu pozicionēšana taisnleņķī
Ja lieces daļa ir šaura un gara, to nav viegli atrast. Apstrādes laikā bieži gadās, ka pozicionēšana pēc lēmuma pieņemšanas un saliektā daļa ir viegli noliecama. Tāpēc, izmantojot 4. attēlā izmantoto metodi, veidni pielīmē pie apakšējās veidnes, lai nodrošinātu taisnu leņķi. Šādi noliecoties, detaļu nav viegli sagāzt.

3) Trīsstūrveida detaļu locīšana
Kad lieces daļas ir saliektas, asa leņķa daļas nav viegli atrasties tuvu aizmugures noteikumam. Parasti, ja mazākais izmērs L ≤10 mm uzreiz aizmugures noteikumā, jāņem vērā pozicionēšanas ierīce. Faktiskā darbā dizains un process ir viegli atstāts novārtā, un šādas problēmas rodas bieži. Apstrādājot, atbilstoši detaļas izmēram tiek noteikts, ka viens gabals ir izlīdzināts ar liekšanas matricu un dubultā daļa ir izlīdzināta ar pamatni.
4) Pievienojiet plānu plāksni R
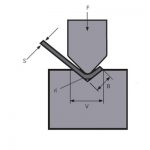
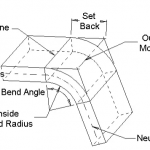
Ņemot vērā klientu atšķirīgās vajadzības, arī nepieciešamā R vērtība uz lieces malas ir atšķirīga. Apstrādes procesā detaļām, kurām nav nepieciešama augsta izmēru precizitāte, izmantojiet atbalsta plāksni, lai palielinātu R vērtību, lai pēc lieces varētu iegūt nepieciešamo R vērtību. Saskaņā ar konstrukcijas prasībām R attiecas uz attiecību starp V un iekšējo R, lai izvēlētos plāksnes biezumu un salocīt to formā, kas parādīta 5. attēlā. Lietojot, izmantojiet skavu, lai nostiprinātu augšējo veidni. Šo metodi ir viegli izmantot, un to var izmantot vairākos slāņos.

5) Viena daļa un vairāki veidņu iestatījumi
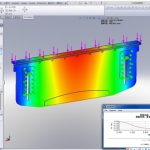
Demonstrācijai Zhongrui izmantoja DA66T CNC liekšanas mašīnu ar 2 hidrauliskiem cilindriem. Izmēģināts 6. attēlā redzamais vairāku veidņu uzstādījums, tas ir, viena modeļa augšējā un apakšējā veidne tiek uzstādīta pa sekcijām vienlaikus, kas var pabeigt visas daļas vairāku līkumu apstrādi, samazinot veidņu uzstādīšanas laiku. un atkārtota detaļu apstrāde. Šobrīd tirgū ir parādījušies vienāda augstuma liekšanas augšējie presformi. Augšējās veidnes augstums ir vienāds, un uz viena galda var izmantot arī dažādu formu veidnes. Tādā veidā iespējams veikt dažādu veidņu segmentālu locīšanu.

6) Tipisko daļu programmas ieraksti
Pēc tam, kad tipiskās daļas ir apstrādātas, apstrādes parametri ir jāreģistrē savlaicīgi un programma jāuzglabā liekšanas mašīnas uzglabāšanas zonā ar detaļas rasējuma numuru, lai to varētu izmantot atkārtoti nākotnē, ievērojami samazinot sēriju. sagatavošanās darbi pirms locīšanas. Varat arī izveidot tabulu, kurā ir norādīti konkrēti detaļas nosaukuma, rasējuma numura, grafikas, materiāla un lieces parametru iestatījumi. Galds ir sadalīts tērauda plāksnēs, alumīnija plāksnēs un nerūsējošā tērauda plāksnēs. Katrs veids atšķiras ar materiāla biezumu. Laiks, kas nepieciešams, lai atrastu tipiskas daļas, tiks samazināts. Apvienojot to ar procesa karti, šī ir ļoti pilnīga apstrādes instrukcija. Pat jauni darbinieki ar nelielu pieredzi var sekot norādījumiem, lai apstrādātu detaļas.
7) Veidnes garums nav pietiekams, lai saliektos daļās
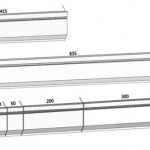
Apstrādē uz vietas bieži gadās, ka veidnes garums ir mazāks par lieces malu. Tā kā daudzas īpašas veidnes tiek noteiktas atkarībā no fiksēto izstrādājumu izmantošanas, segmentētās lieces metodi izmanto, ja veidnes garums ir mazāks par lieces malu. Vietās, kur veidnes garums ir tuvu lieces malai, noplēsiet malu perpendikulāri lieces malai un pēc tam salokiet lieces malu līdz vajadzīgajam izmēram pa daļām. 7.a attēlā ir saliektās daļas kreisā puse, un 7.b attēlā ir saliektās daļas labā puse.

8) Izmantojot aizmugures mērītāja tapu, novietojiet to stāvoklī
Ja saliektās daļas izmērs ir liels un novietošanai izmantojiet aizmugures mērītāju, detaļas bieži nogrimst sava svara dēļ, rokas daļa ir īsa un operatoram nav viegli noturēt apstrādājamo priekšmetu. Lai nodrošinātu detaļu līmeni, pie aizmugures stieņa ir jānovieto operators, kurš ar roku notur detaļas līdzenā stāvoklī. Tāpēc, apstrādājot šādas detaļas, ir jāsakārto 2 operatori. Darbā ir konstatēts, ka aizmugures mērierīci var nolaist līdz noteiktam izmēram, un pozicionēšanai tiek izmantotas aizmugures mērierīces tapas, un detaļas tiek novietotas horizontāli uz aizmugures mērierīces. Tas ne tikai samazina operatoru skaitu, bet arī efektīvi garantē apstrādes precizitāti.
9) Dziļi slēgtas formas locīšana
Faktiskajā apstrādē var elastīgi izmantot dziļi slēgtas formas lieces apstrādi. Ja nav slēgta tipa dziļās liekšanas formas, tad, liekot detaļas, kā parādīts 7. attēlā, tiek pieņemts 8. attēlā parādītais iespīlēšanas stāvoklis. Atdaliet pārejas dēli, attālums ir nedaudz lielāks par daļas platumu, un izmērs ir piešķirts saprātīgi, un vienlaikus var saliekt divas daļas.

Iepriekš aprakstītās apstrādes metodes un paņēmieni var atrisināt daudzu līdzīgu produktu daļu apstrādes problēmas un ir ļoti piemēroti tādu produktu izstrādei, kuriem ir vairākas šķirnes, mazas partijas un īsi ražošanas cikli. Izmantojot šīs metodes, var ne tikai ietaupīt instrumentu izmaksas, bet arī saīsināt ražošanas un apstrādes ciklu, samazināt ražošanas izmaksas un uzlabot produktu kvalitāti. Šīs apstrādes metodes un lietošanas prasmes var pielietot un popularizēt arī CNC presēšanas bremžu liekšanas mašīnās ar līdzīgu konstrukciju.
Saistītie produkti
 Kā izvēlēties hidrauliskās preses bremžu mašīnas tonnāžu
Kā izvēlēties hidrauliskās preses bremžu mašīnas tonnāžu- WILA efektīvs risinājums vidēja un bieza plākšņu liekšanai
- Kā izvēlēties piemērotu presēšanas bremžu liekšanas mašīnas diegu
- Parastā liekšanas secība un liekšanas mašīnas veidņu ikdienas lietošanas specifikācija
- Kāpēc pievienot kompensācijas sistēmu presēšanas bremžu liekšanas mašīnai
- CNC presēšanas bremžu liekšanas mašīnas darbības princips un sastāvs
- Ķīnas preses bremžu liekšanas mašīnas veidne
- Kā aprēķināt bremžu nospiešanas liekumu
- Kas ir preses bremžu kronēšana
- 2021. gada Metāla bremžu mašīnas galīgais ceļvedis